一种组装铆压一体机的制作方法
本技术涉及一种组装铆压一体机,属于汽车减振器铆压。
背景技术:
1、减震器是汽车使用过程中的易损配件,减震器工作好坏,将直接影响汽车行驶的平稳性和其它机件的寿命减震器从产生阻尼的材料这个角度划分主要有液压和充气两种,还有一种可变阻尼的减震器,减震器在生产中需要组装的步骤较多,在汽车减震器的组装程序中,铆压工序是必不可少的,铆压机则成为汽车减震器生产中必要使用的加工设备,铆压机是利用冲压机设备和专用连接模具通过一个瞬间强高压加工过程,依据板件本身材料的冷挤压变形,形成一个具有一定抗拉和抗剪强度的无应力集中内部镶嵌圆点,即可将不同材质不同厚度的两层或多层板件连接起来。
2、现有一个专利号为cn201821728351.4的公开专利,公开了一种汽车减震器隔振块多点同步铆压工装,解决了汽车减震器隔振块需要依次铆压组装多个螺母和销子,造成生产效率低、产能低下的问题。本装置隔振块上铆压设置若干螺母和若干销子,下模板对应每个螺母向上设置有第一下压杆,第一下压杆的顶面中心设有用于卡设定位螺母中孔的定位凸起,上模板对应每个螺母向下设置第一上压杆,第一上压杆下端的外侧套设有挤压隔振块上表面的弹性压环,上模板还对应每个销子向下设置有第二上压杆,第二上压杆底面中心设有与销子顶端适配的锥形孔。本实用新型能同步完整隔振块上下表面的铆压,并在此同时同步完成隔振块上多个螺母和销子的同步铆压,提高生产效率、提高产能。
3、该公开专利中,在将汽车减震器铆压前,需要将汽车减震器上的铆压孔对应铆压压杆放置好,防止铆压时铆压位置偏移,人工将铆压孔和铆压压杆一一对位,需要花费一定的时间,每次铆压前对位花费的时间,会在一定程度上降低铆压工作进行的效率。
4、有鉴于此特提出本实用新型,以解决上述提出的问题。
技术实现思路
1、本实用新型的目的就在于为了解决上述问题而提供一种组装铆压一体机,通过设置的定位板帮助汽车减震器的铆压孔快速和下模板上的铆压压杆一一对位,从而一定程度上提高铆压的工作效率。
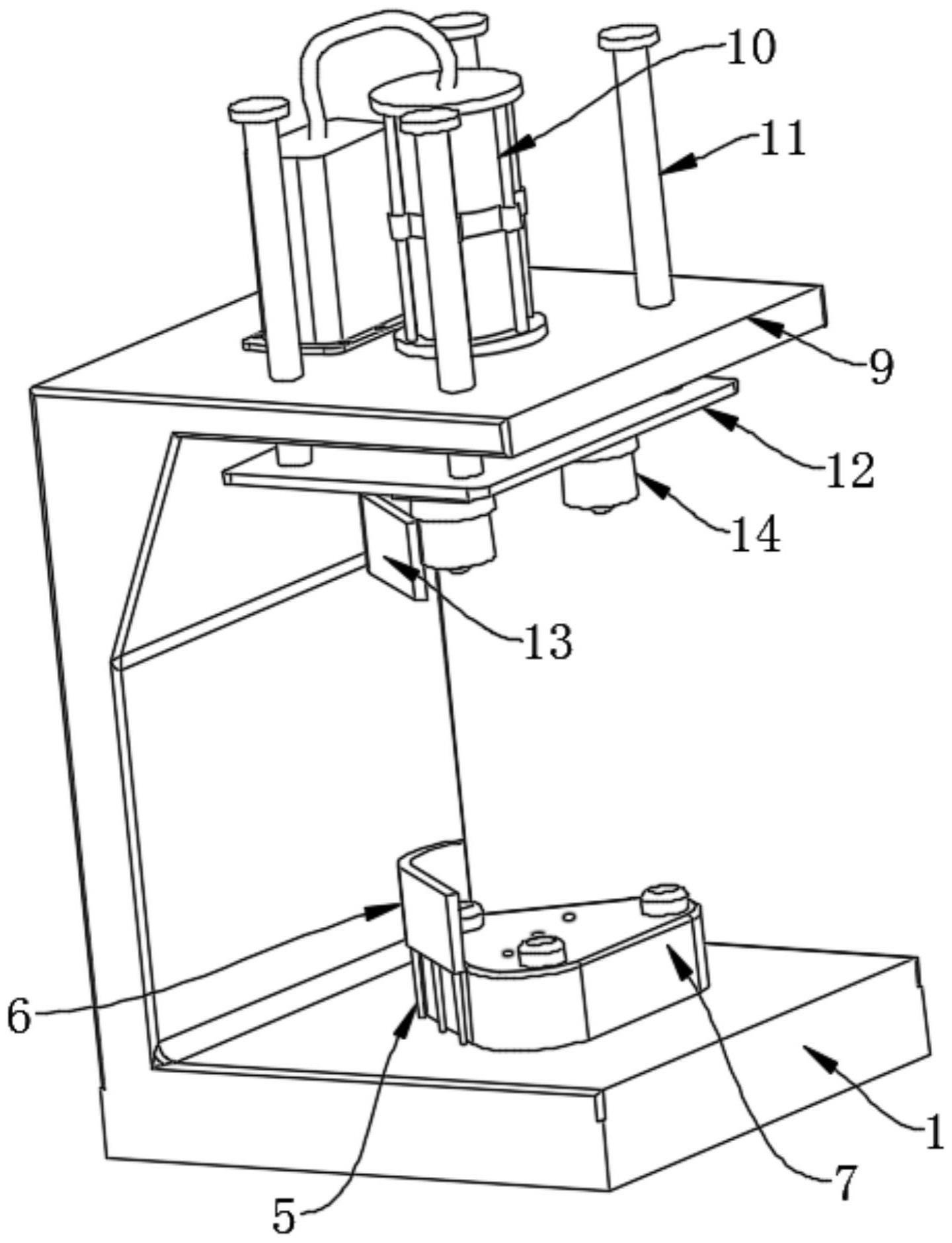
2、本实用新型通过以下技术方案来实现上述目的,一种组装铆压一体机,包括工作台,所述工作台的内部开设有若干个安装腔,若干个所述安装腔内壁的顶部均固定连接有伸缩弹簧,若干个所述安装腔的内部均滑动连接有挤压板,若干个所述挤压板的顶部均固定连接有连接杆,若干个所述连接杆的顶端均贯穿所述工作台并延伸至所述工作台的顶部,若干个所述连接杆延伸至所述工作台顶部的顶端之间固定连接有定位板。
3、进一步的,所述工作台的顶部固定连接有下模板,下模板的顶部设置有三个定位凸起,三个凸起分别对应汽车减震器上的三个铆压孔,且凸起上设置有第一铆压压杆,所述下模板的内部设置有若干个顶料杆,顶料杆用于将完成铆压的汽车减震器顶出,方便快速完成汽车减震器出料,从而避免因人工手动抠出降低生产效率。
4、进一步的,所述工作台的顶部固定连接有安装架,安装架的一侧用于设置有控制面板,用于操控液压缸工作,所述安装架的顶部固定连接液压缸,液压缸通过现有技术和外部控制开关相连接。
5、进一步的,所述安装架的内部滑动连接有四个限位杆,限位杆用于支撑并连接安装板,保证安装板在液压缸推拉时保持升降稳定状态,避免路径发生偏移,四个所述限位杆的底端之间固定连接有安装板。
6、进一步的,所述液压缸伸缩杆的一端贯穿所述安装架并延伸至所述安装架的底部,液压缸伸缩杆在贯穿处为滑动连接。
7、进一步的,所述液压缸伸缩杆的一端固定连接于所述安装板的顶部,通过液压缸升降带动安装板升降,安装板带动上模板升降对汽车减震器铆压部位进行铆压工作,且同时带动按压板下降。
8、进一步的,所述安装板的底部固定连接有按压板,按压板用于将定位板下压,防止定位板影响铆压工作的正常进行。
9、进一步的,所述安装板的底部固定连接有上模板,上模板的底部设置有两个对应的第二铆压压杆,分别对应汽车减震器中相应的铆压孔,第二铆压压杆在铆压前,按压板跟随安装板一同下降,以此将定位板向下按压,定位板将向下挤压连接杆,连接杆将推动挤压板下降,以此将伸缩弹簧挤压,方便后期定位板自动复位。
10、本实用新型的技术效果和优点:通过设置的定位板帮助汽车减震器的铆压孔快速和下模板上的铆压压杆一一对位,避免工作人员在铆压孔和铆压压杆对位方面花费时间,从而在一定程度上提高铆压的工作效率。
技术特征:
1.一种组装铆压一体机,包括工作台(1),其特征在于:所述工作台(1)的内部开设有若干个安装腔(2),若干个所述安装腔(2)内壁的顶部均固定连接有伸缩弹簧(3),若干个所述安装腔(2)的内部均滑动连接有挤压板(4),若干个所述挤压板(4)的顶部均固定连接有连接杆(5),若干个所述连接杆(5)的顶端均贯穿所述工作台(1)并延伸至所述工作台(1)的顶部,若干个所述连接杆(5)延伸至所述工作台(1)顶部的顶端之间固定连接有定位板(6)。
2.根据权利要求1所述的一种组装铆压一体机,其特征在于:所述工作台(1)的顶部固定连接有下模板(7),所述下模板(7)的内部设置有若干个顶料杆(8)。
3.根据权利要求1所述的一种组装铆压一体机,其特征在于:所述工作台(1)的顶部固定连接有安装架(9),所述安装架(9)的顶部固定连接液压缸(10)。
4.根据权利要求3所述的一种组装铆压一体机,其特征在于:所述安装架(9)的内部滑动连接有四个限位杆(11),四个所述限位杆(11)的底端之间固定连接有安装板(12)。
5.根据权利要求3所述的一种组装铆压一体机,其特征在于:所述液压缸(10)伸缩杆的一端贯穿所述安装架(9)并延伸至所述安装架(9)的底部。
6.根据权利要求4所述的一种组装铆压一体机,其特征在于:所述液压缸(10)伸缩杆的一端固定连接于所述安装板(12)的顶部。
7.根据权利要求6所述的一种组装铆压一体机,其特征在于:所述安装板(12)的底部固定连接有按压板(13)。
8.根据权利要求7所述的一种组装铆压一体机,其特征在于:所述安装板(12)的底部固定连接有上模板(14)。
技术总结
本技术涉及汽车减振器铆压技术领域,具体的说是一种组装铆压一体机,包括工作台,工作台的内部开设有若干个安装腔,若干个安装腔内壁的顶部均固定连接有伸缩弹簧,若干个安装腔的内部均滑动连接有挤压板,若干个挤压板的顶部均固定连接有伸缩杆,若干个伸缩杆的顶端均贯穿工作台并延伸至工作台的顶部,若干个伸缩杆延伸至工作台顶部的顶端之间固定连接有定位板,工作台的顶部固定连接有下模板,下模板的内部设置有若干个顶料杆,工作台的顶部固定连接有安装架,通过设置的定位板帮助汽车减震器的铆压孔快速和下模板上的铆压压杆一一对位,避免工作人员在铆压孔和铆压压杆对位方面花费时间,从而在一定程度上提高铆压的工作效率。
技术研发人员:林坚殊,姚复用,李晟程
受保护的技术使用者:湖北东风捷祥汽车减振器股份有限公司
技术研发日:20230517
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!