一种容器吊耳装焊夹具的制作方法
本技术涉及容器生产设备,特别涉及一种容器吊耳装焊夹具。
背景技术:
1、罐式容器上常设置有吊耳,以方便吊装和转运容器。而由于容器的专用性不同,容器吊耳的安装精度要求也不相同。例如,六氟化铀专用容器上的吊耳,其装焊容器主体上后,要求吊耳底面在同一平面上的偏差小于3mm,以保证容器的吊装和转运的安全性。对于吊耳有高精度装焊要求的容器而言,现有的吊耳装焊方式是,先在检测框架上进行吊耳的组对和点焊,然后再将容器吊运至滚轮架上进行吊耳的焊接工作,焊接完成后再将容器吊运至检测框架进行平面度的检测。
2、然而,这种吊耳焊接方式,在吊耳焊接过程中,吊运容器的环节过多,增加了制造的整体时间,从而制约了容器生产的效率。
技术实现思路
1、本实用新型的目的在于,提供一种容器吊耳装焊夹具,其要解决减少在吊耳装焊过程中的吊运环节,以提高吊耳装焊效率的技术问题。
2、为解决上述技术问题,本实用新型采用如下技术方案:
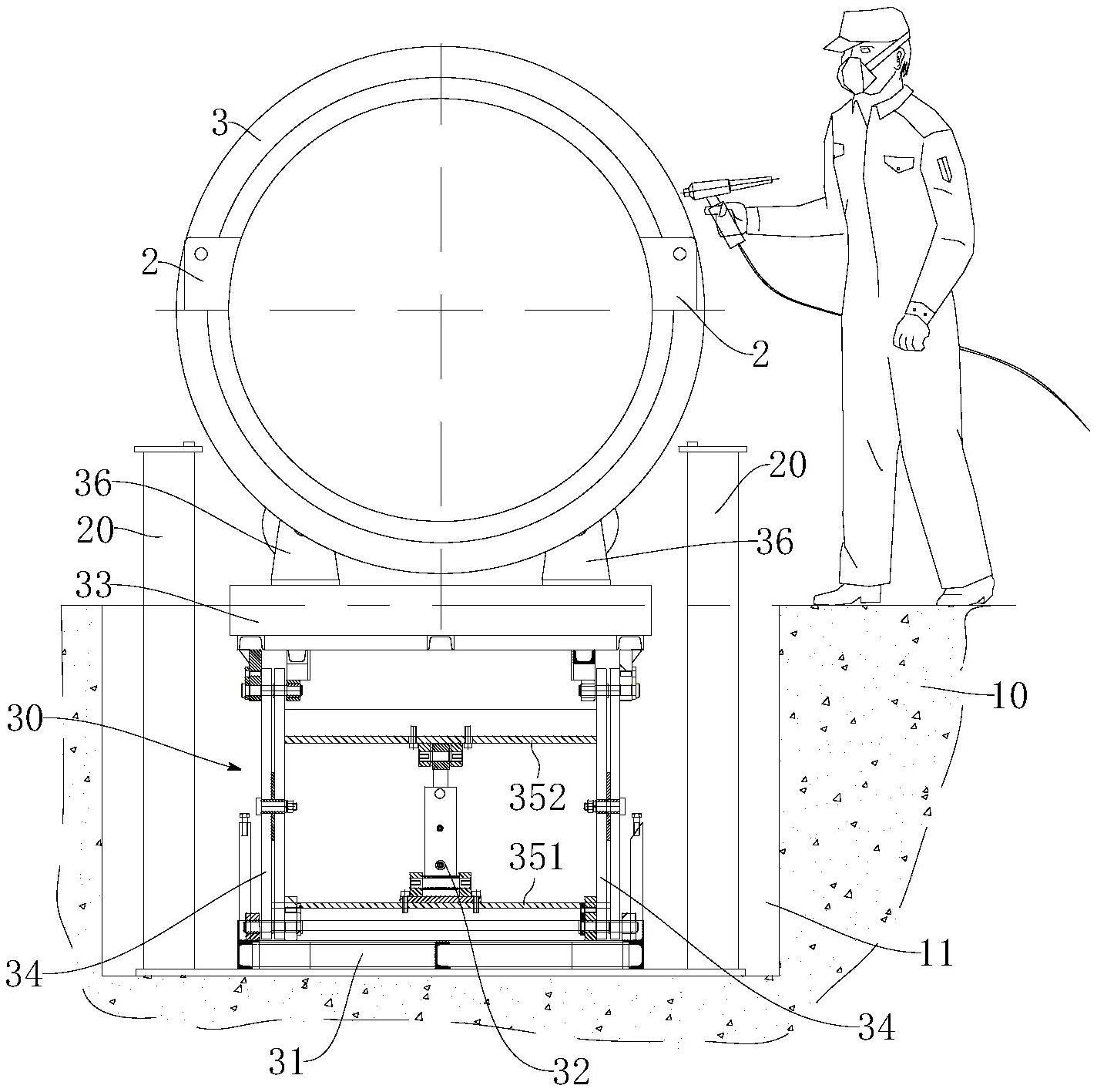
3、一种容器的吊耳装焊夹具,所述吊耳设置有多个,并位于所述容器的外周上,其特征在于,所述容器的吊耳装焊夹具包括:操作平台;定位台,其固定在所述操作平台上,并向上延伸;所述定位台在水平面内间隔设置有多个;多个所述定位台的上端面处于同一水平面,以用于分别支撑和定位多个所述吊耳;升降机构,其用于支撑和升降容器;所述升降机构固定于所述操作平台上;所述升降机构位于多个所述定位台围合范围内,以在所述容器放置于所述升降机构上时,所述升降机构够带动所述容器移动至预设高度,以使得吊耳能够在同一水平高度贴合在所述容器上的预设位置;以及检测机构,其位于所述定位台背向所述升降机构的一侧,用于检测放置在各所述定位台的所述吊耳之间的水平度。
4、在本申请的一个实施例中,所述升降机构包括升降底座、驱动单元、以及升降台;所述驱动单元包括两组连杆组件以及液压气缸;两组所述连杆组件连接在所述升降底座和所述升降台之间,并对称设置在所述升降底座和所述升降台相对的两侧;所述液压气缸驱动连接所述连杆组件,以驱动所述连杆组件运动,并带动所述升降台升降。
5、在本申请的一个实施例中,所述升降底座顶部的两侧均设置有底座导轨以及底座连接部;所述升降台底部的两侧均设置有升降滑轨以及升降连接部;所述连杆组件包括第一连杆以及第二连杆;所述第一连杆的中部和所述第二连杆的中部铰接;所述第一连杆的一端滑动连接在所述底座导轨上,另一端铰接所述升降连接部;所述第二连杆的一端滑动连接在所述升降滑轨上,另一端铰接所述底座连接部;两组所述连杆组件的第一连杆之间设置有第一横杆,两组所述连杆组件的第二连杆之间设置有第二横杆;所述液压气缸铰接在所述第一横杆和所述第二横杆之间,以驱动所述第一连杆和所述第二连杆运动,并带动所述升降台升降。
6、在本申请的一个实施例中,所述升降台的顶部上设置有多个支撑部;多个所述支撑部沿两条相互平行的直线间隔分布,以能够支撑在所述容器的周侧。
7、在本申请的一个实施例中,所述支撑部的顶部设置有滚轮,以使所述容器能够在所述滚轮上转动。
8、在本申请的一个实施例中,所述定位台包括立柱;所述立柱竖向设置在所述操作平台上,并凸出所述操作平台;所述定位台设置在所述立柱的顶部。
9、在本申请的一个实施例中,多个所述定位台的所述立柱之间通过方管进行连接,以稳固多根所述立柱。
10、在本申请的一个实施例中,所述定位台上设置有用于支撑所述吊耳的垫块;所述垫块可拆卸地安装在所述定位台的顶部。
11、在本申请的一个实施例中,所述检测机构包括红外水平仪和安装架;所述安装架位于所述定位台背向所述升降机构的一侧;所述红外水平仪安装在所述安装架,且所述红外水平仪发射的检测光线与所述垫块的上表面处于同一水平面上。
12、在本申请的一个实施例中,还包括固定底座;所述固定底座用于安装所述定位台和所述升降机构。
13、由上述技术方案可知,本实用新型至少具有如下优点和积极效果:
14、本实用新型中,装焊夹具包括设置在操作平台上的定位台、升降机构以及检测机构。定位台在同一水平面内间隔设置有多个,用于支撑和定位多个吊耳。同时升降机构设置在多个定位台围合范围内,且用于支撑和升降容器,以能够带动容器移动至预定高度,使吊耳能够在同一水平高度贴合在容器的预设位置上,从而方便将吊耳焊接在容器上的预定位置,并保持吊耳的下端处于同一水平高度,进而满足吊耳的焊接精度要求。
15、此外,当吊耳贴在容器的预设位置上后,工作人员也可以先将吊耳点焊至容器上,然后通过升降机构将容器和吊耳上升至适合工作人员操作的高度,以方便工作人员将吊耳焊接在容器上。当吊耳完全焊接在容器上后,通过升降机构带动容器和吊耳下降至定位台上,以方便检测机构对吊耳的焊接效果进行检测,即对各个吊耳之间的平面度进行检测。在此过程中,通过升降机构对容器进行升降,从而减少吊耳在装焊过程中的吊运环节,进而提高吊耳的装焊效率。
技术特征:
1.一种容器吊耳装焊夹具,所述吊耳设置有多个,并位于所述容器的外周上,其特征在于,包括:
2.根据权利要求1所述的容器吊耳装焊夹具,其特征在于,所述升降机构包括升降底座、驱动单元、以及升降台;所述驱动单元包括两组连杆组件以及液压气缸;两组所述连杆组件连接在所述升降底座和所述升降台之间,并对称设置在所述升降底座和所述升降台相对的两侧;所述液压气缸驱动连接所述连杆组件,以驱动所述连杆组件运动,并带动所述升降台升降。
3.根据权利要求2所述的容器吊耳装焊夹具,其特征在于,所述升降底座顶部的两侧均设置有底座导轨以及底座连接部;所述升降台底部的两侧均设置有升降滑轨以及升降连接部;所述连杆组件包括第一连杆以及第二连杆;所述第一连杆的中部和所述第二连杆的中部铰接;所述第一连杆的一端滑动连接在所述底座导轨上,另一端铰接所述升降连接部;所述第二连杆的一端滑动连接在所述升降滑轨上,另一端铰接所述底座连接部;两组所述连杆组件的第一连杆之间设置有第一横杆,两组所述连杆组件的第二连杆之间设置有第二横杆;所述液压气缸铰接在所述第一横杆和所述第二横杆之间,以驱动所述第一连杆和所述第二连杆运动,并带动所述升降台升降。
4.根据权利要求2所述的容器吊耳装焊夹具,其特征在于,所述升降台的顶部上设置有多个支撑部;多个所述支撑部沿两条相互平行的直线间隔分布,以能够支撑在所述容器的周侧。
5.根据权利要求4所述的容器吊耳装焊夹具,其特征在于,所述支撑部的顶部设置有滚轮,以使所述容器能够在所述滚轮上转动。
6.根据权利要求1所述的容器吊耳装焊夹具,其特征在于,所述定位台包括立柱;所述立柱竖向设置在所述操作平台上,并凸出所述操作平台;所述定位台设置在所述立柱的顶部。
7.根据权利要求6所述的容器吊耳装焊夹具,其特征在于,多个所述定位台的所述立柱之间通过方管进行连接,以稳固多根所述立柱。
8.根据权利要求1所述的容器吊耳装焊夹具,其特征在于,所述定位台上设置有用于支撑所述吊耳的垫块;所述垫块可拆卸地安装在所述定位台的顶部。
9.根据权利要求8所述的容器吊耳装焊夹具,其特征在于,所述检测机构包括红外水平仪和安装架;所述安装架位于所述定位台背向所述升降机构的一侧;所述红外水平仪安装在所述安装架上,且所述红外水平仪发射的检测光线与所述垫块的上表面处于同一水平面上。
10.根据权利要求1所述的容器吊耳装焊夹具,其特征在于,还包括固定底座;所述固定底座用于安装所述定位台和所述升降机构。
技术总结
本技术提供了一种容器吊耳装焊夹具,包括设置在操作平台上的定位台、升降机构以及检测机构,定位台在同一水平面内间隔设置有多个,用于支撑和定位多个吊耳。升降机构用于支撑和升降容器,使吊耳能够在同一水平高度贴合在容器的预设位置上,方便将吊耳点焊在容器上。根据本技术的容器吊耳装焊夹具,在吊耳点焊至容器上后,通过升降机构将容器和吊耳移动至一定高度,方便吊耳焊接。当吊耳焊接在容器上后,通过升降机构带动容器和吊耳下降至一定高度,检测机构对吊耳的焊接效果进行检测,即对各个吊耳之间的平面度进行检测。因此,通过升降机构对容器进行升降,从而减少吊耳在装焊过程中的吊运环节,进而提高吊耳的装焊效率。
技术研发人员:余金钢,蒋平安,鞠晓锋,沈卫东,雷体平,崔洪鹏,张云凯
受保护的技术使用者:南通中集能源装备有限公司
技术研发日:20230516
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!