吹气装置及焊接装置的制作方法
本申请涉及焊接,尤其是涉及一种吹气装置及焊接装置。
背景技术:
1、新能源电池模组作为电动新能源汽车驱动力,电池模组的制造技术决定着新能源汽车在市场上的成败。在电池模组制造过程中,连接片激光焊接较为关键,激光焊接机喷射出的激光通过焊接嘴将连接片与电芯极柱焊接起来。而焊接嘴的作用是为焊接提供保护气体,使得在连接片焊接时激光焊接机聚焦透镜免受金属蒸气污染和液体熔滴的溅射,可驱散高功率激光焊接产生的等离子屏蔽,并且使激光焊接机免受氧化。
2、传统的焊接嘴,缺乏引导气体流动的结构,容易造成吹气不均匀,导致焊缝形态不一致,引起熔深、融宽不够以及炸焊等问题,现有技术中,出现了一些焊接嘴采用倾斜的气道引导保护气体流通的焊接嘴,但是这些焊接嘴在构造设计上不佳,致使保护气体在焊接嘴内流通的均匀性不良,仍然可能导致熔深、融宽不够以及炸焊等问题的出现。
技术实现思路
1、有鉴于此,本申请提供一种吹气装置及焊接装置,目的在于,解决以上技术问题。
2、根据本申请第一方面提供一种吹气装置,所述吹气装置包括:
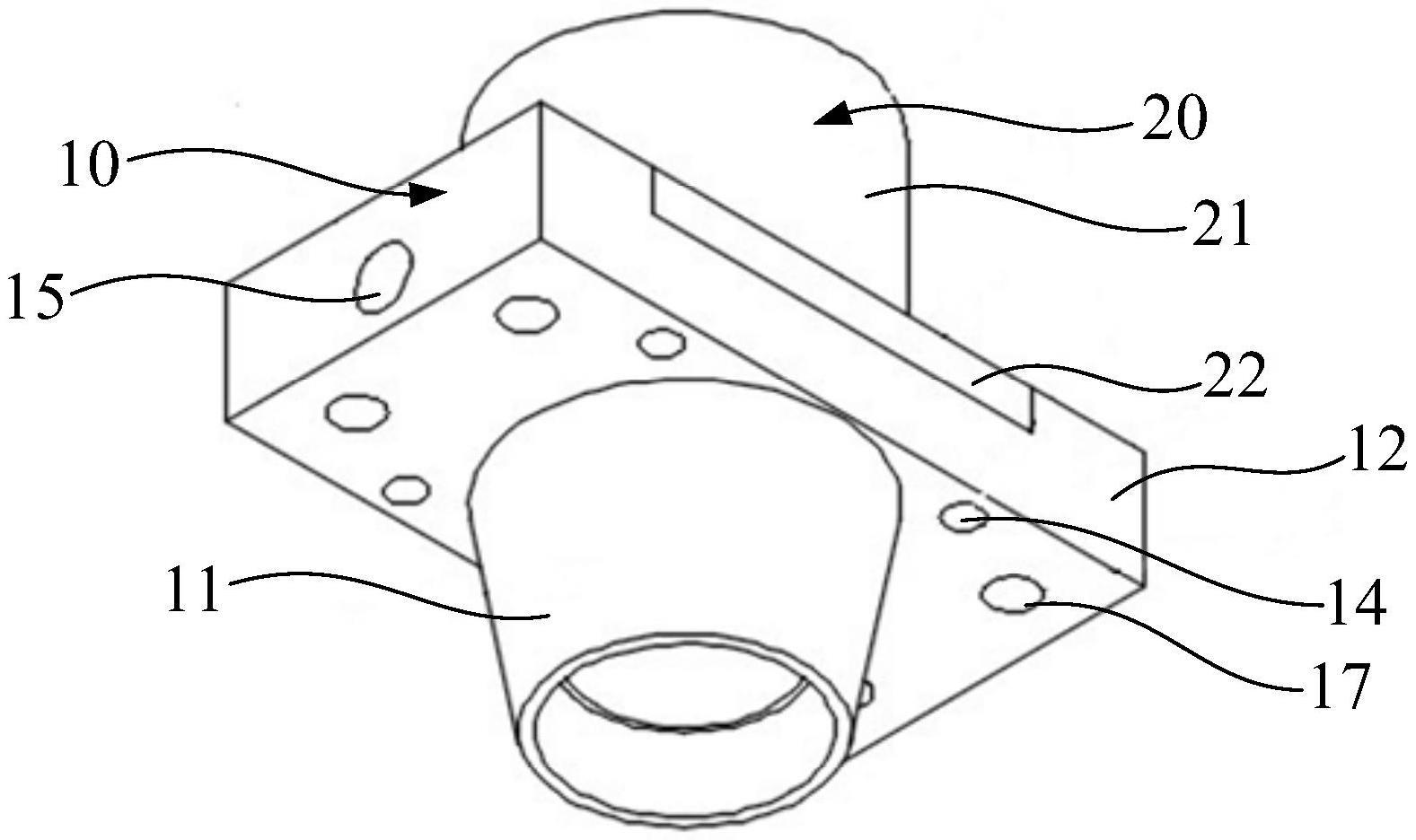
3、第一主体和第二主体,所述第一主体包括第一筒形壁,所述第二主体包括第二筒形壁,所述第一筒形壁位于所述第二筒形壁的部分的外侧,由所述第一筒形壁的内侧和所述第二筒形壁的外侧共同限定出过流间隙,所述过流间隙具有在所述第一筒形壁的轴向上相对的进气侧和出气侧;
4、所述过流间隙的厚度为y mm,所述第二筒形壁的位于所述出气侧的端部的外径为q mm,其中,y≥q/15。
5、优选地,所述过流间隙的厚度数值满足:y≤q/5。
6、优选地,所述第二筒形壁的位于所述出气侧的端部的外径满足:q=(2l+l)mm;
7、其中,l为所述第二筒形壁的位于所述出气侧的端部的壁厚数值,l为所述第二筒形壁的位于所述出气侧的端部的内径数值,并且其中,l≥l/5。
8、优选地,所述第二筒形壁的位于所述出气侧的端部的壁厚数值满足:l≤l/2。
9、优选地,所述第一筒形壁的位于所述出气侧的端部的壁厚为d mm,所述第一筒形壁的位于所述出气侧的端部的内径为d mm,其中,d≥d/5。
10、优选地,所述第一筒形壁的位于所述出气侧的端部的壁厚数值满足:d≤d/2。
11、优选地,所述第二筒形壁的位于所述出气侧的端部位于所述第一筒形壁的内部,所述第一主体还包括第一凸缘,所述第一凸缘与所述第一筒形壁连接,所述第一主体包括在所述第一凸缘内延伸的进气通道,所述进气通道与所述过流间隙的进气侧连通;
12、其中,所述第二筒形壁的位于所述出气侧的端部与所述第一筒形壁的位于所述出气侧的端部之间的距离为h mm,所述进气通道的中心与所述第一筒形壁的位于所述出气侧的端部之间的距离为h mm;并且其中,h≥h/4,和/或h≤h/2。
13、优选地,所述第一主体还包括第一凸缘,所述第一凸缘设置于所述第一筒形壁的位于所述进气侧的端部的外侧,所述第一凸缘包括凹部,所述第一筒形壁的位于所述进气侧的端部的开口设置于所述凹部内;
14、所述第二主体还包括第二凸缘,所述第二凸缘设置于所述第二筒形壁的外侧,所述第二凸缘用于设置于所述凹部内,使得所述第一筒形壁位于所述第二筒形壁的所述部分的外侧,所述第二凸缘与所述凹部可拆卸连接。
15、优选地,所述第一筒形壁和所述第二筒形壁二者的内径从所述进气侧到所述出气侧逐渐缩小;
16、所述第一主体还包括设置于所述第一凸缘的定位部,所述定位部位于所述凹部的外侧,所述第一主体还包括设置于所述定位部的定位孔,所述定位孔沿着所述第一筒形壁的轴向贯穿所述定位部。
17、第二方面,本申请提供一种焊接装置,所述焊接装置包括如上所述的吹气装置。
18、根据本申请提供的吹气装置,利用布置在外侧的第一筒形壁和布置在内侧的第二筒形壁来形成过流间隙,进而气体能够从过流间隙的进气侧流入,从出气侧流出,将过流间隙的厚度数值满足y≥q/15,使得气体能够均匀地进入到过流间隙中,并在过流间隙的内部以相对平缓的速度流动,从而给予气体在过流间隙的内部充分流动的时间,这样当气体从过流间隙的出气侧流出时,能够在过流间隙的出气侧提供一致性较好的气体环境,在将吹气装置应用到焊接当中输送保护气时,由于这种气体环境,有利于使得焊接位置的熔深、熔宽呈现出较好的一致性,并能够提升焊接的良率。
19、为使本申请的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
技术特征:
1.一种吹气装置,其特征在于,所述吹气装置包括:
2.根据权利要求1所述的吹气装置,其特征在于,所述过流间隙(30)的厚度数值满足:y≤q/5。
3.根据权利要求1所述的吹气装置,其特征在于,所述第二筒形壁(21)的位于所述出气侧(s2)的端部的外径满足:q=(2l+l)mm;
4.根据权利要求3所述的吹气装置,其特征在于,所述第二筒形壁(21)的位于所述出气侧(s2)的端部的壁厚数值满足:l≤l/2。
5.根据权利要求1所述的吹气装置,其特征在于,所述第一筒形壁(11)的位于所述出气侧(s2)的端部的壁厚为d mm,所述第一筒形壁(11)的位于所述出气侧(s2)的端部的内径为d mm,其中,d≥d/5。
6.根据权利要求5所述的吹气装置,其特征在于,所述第一筒形壁(11)的位于所述出气侧(s2)的端部的壁厚数值满足:d≤d/2。
7.根据权利要求1所述的吹气装置,其特征在于,所述第二筒形壁(21)的位于所述出气侧(s2)的端部位于所述第一筒形壁(11)的内部,所述第一主体(10)还包括第一凸缘(12),所述第一凸缘(12)与所述第一筒形壁(11)连接,所述第一主体(10)包括在所述第一凸缘(12)内延伸的进气通道(15),所述进气通道(15)与所述过流间隙(30)的进气侧(s1)连通;
8.根据权利要求1所述的吹气装置,其特征在于,
9.根据权利要求8所述的吹气装置,其特征在于,
10.一种焊接装置,其特征在于,所述焊接装置包括如权利要求1至9中任一项所述的吹气装置。
技术总结
本申请涉及焊接技术领域,提供一种吹气装置及焊接装置,根据本申请提供的吹气装置,利用布置在外侧的第一筒形壁和布置在内侧的第二筒形壁来形成过流间隙,进而气体能够从过流间隙的进气侧流入,从出气侧流出,将过流间隙的厚度数值满足Y≥Q/15,使得气体能够均匀地进入到过流间隙中,并在过流间隙的内部以相对平缓的速度流动,从而给予气体在过流间隙的内部充分流动的时间,这样当气体从过流间隙的出气侧流出时,能够在过流间隙的出气侧提供一致性较好的气体环境,在将吹气装置应用到焊接当中输送保护气时,由于这种气体环境,有利于使得焊接位置的熔深、熔宽呈现出较好的一致性,并能够提升焊接的良率。
技术研发人员:卢灿华,姚立锋,吴浩,陆巍巍,余日昆,温业勇
受保护的技术使用者:欣旺达动力科技股份有限公司
技术研发日:20230519
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!