连续模冲压设备的送料装置的制作方法
本申请涉及连续模冲压设备的领域,尤其是涉及一种连续模冲压设备的送料装置。
背景技术:
1、连续模将一个板材分为多次进行冲压,目的是为了得到的产品精度更高,质量更可靠。冲压过程中为提高效率通常采用进料设备来向冲压设备内稳定进料。
2、参照图1,现有技术中冲压设备的进料装置包括安装架1、转动连接于安装架1的转动辊2、连接于安装架1的连接架3,转动辊2,转动辊2用于放置卷材,连接架3用于承接卷材并将卷材导向至冲床,连接架3承载卷材一侧为弧形面设置,弧形面的凸弧面朝向转动辊2设置,转动辊2与连接架3沿卷材运输方向依次分布。
3、使用过程中,将卷材套设于转动辊2上,转动辊2转动,带动卷材传输至连接架3上,并通过连接架3的导向作用,使得卷材稳定向冲床内运输。
4、针对上述相关技术方案,当尺寸不同的卷材通过进料装置向冲床内运输,在运输过程易出现偏移的情况,影响冲压效率。
技术实现思路
1、为了尽量避免卷材运输过程中发生偏移,提高冲压效率,本申请提供一种连续模冲压设备的送料装置。
2、本申请提供的一种连续模冲压设备的送料装置采用如下的技术方案:
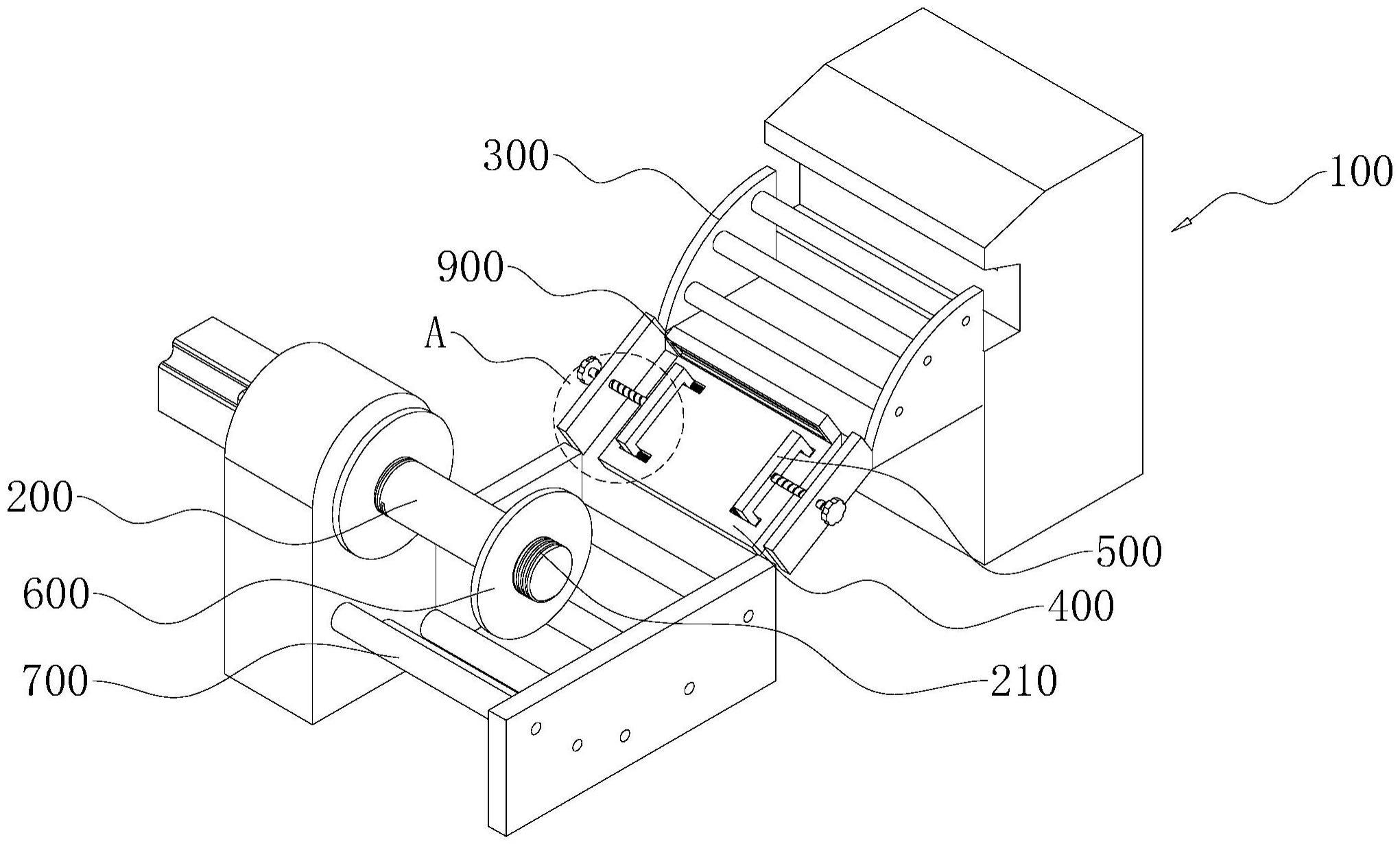
3、一种连续模冲压设备的送料装置,包括机架、送料辊、导向架,所述送料辊设于导向架进料端,所述机架还连接有承载板,所述送料辊、承载板、导向架沿卷材传输方向依次分布,所述承载板还连接有纠偏杆,所述机架还连接有推动件,所述纠偏杆与推动件均设有两个并一一对应,两个所述纠偏杆间隔形成供卷材通过的间隙,所述纠偏杆长度方向为卷材运输方向,所述推动件用于带动纠偏杆在承载板顶部沿卷材宽度方向移动。
4、通过采用上述技术方案,将需要冲压的卷材放置于送料辊上,送料辊转动带动卷材依次通过承载板与导向架,并通过导向架的导向作用导向至冲床内进行冲压,当卷材通过承载板时,两个推动件带动两个纠偏杆在承载板上端面沿纠偏杆宽度方向移动,使得两个纠偏杆之间的距离改变,两个纠偏杆对卷材的运输方向进行限位,使得卷材稳定运输至冲床内,并移动至冲床内冲压卷材对应的位置,以此对不同宽度的卷材均可进料,尽量避免卷材在运输过程中发生偏移,提高冲压效率。
5、可选的,承载板开设有导向槽,所述导向槽长度方向与卷材宽度方向一致,所述纠偏杆连接有导向块,所述导向块位于导向槽内,所述导向块沿导向槽长度方向滑动连接于导向槽。
6、通过采用上述技术方案,当纠偏杆沿纠偏杆宽度方向移动时,带动导向块在导向槽内沿导向槽长度方向移动,导向块与导向槽对纠偏杆的移动方向起到限位作用,使得纠偏杆沿既定方向稳定移动。
7、可选的,推动件包括螺纹杆、转动把手,所述螺纹杆长度方向与卷材宽度方向一致,所述螺纹杆一端螺纹穿过机架并与转动把手连接,所述螺纹杆远离转动把手一端与纠偏杆远离间隙一侧接触。
8、通过采用上述技术方案,提高转动转动把手,带动螺纹杆在机架上转动并沿纠偏杆宽度方向移动,推动纠偏杆沿纠偏杆宽度方向移动,以此来调整两个纠偏杆的间距与位置。
9、可选的,导向槽内连接有弹簧,所述弹簧长度方向与导向槽长度方向一致,所述弹簧一端连接于导向槽内壁,所述弹簧另一端连接于导向块。
10、通过采用上述技术方案,螺纹杆沿纠偏杆宽度方向移动并带动纠偏杆沿纠偏杆宽度方向移动并靠近另一纠偏杆时,弹簧发生形变,当螺纹杆沿纠偏杆宽度方向移动并远离纠偏杆,螺纹杆对纠偏杆的推力消失,弹簧恢复形状,并带动导向块与纠偏杆复位。
11、可选的,送料辊上可拆卸连接有两个限位板,所述限位板沿送料辊长度方向移动于送料辊,所述两个限位板间隔形成供卷材放置的空间。
12、通过采用上述技术方案,将一个限位板安装于送料辊后,将卷材套设于送料辊上,并将另一限位板安装于送料辊另一端,通过限位板在送料辊上滑动,来调整两个限位板之间的距离以此来适应不同宽度的卷材。
13、可选的,送料辊两端设有螺纹段,两个限位板分别螺纹套设于两个螺纹段。
14、通过采用上述技术方案,限位板与送料辊通过螺纹连接,使得限位板与送料辊之间的连接较稳定,且通过转动限位板即可调整限位板在送料辊上的位置,操作较为便利。
15、可选的,机架还连接有若干支撑辊,若干所述支撑辊沿卷材运输方向分布于送料辊与承载板之间,所述支撑辊位于机架底部。
16、通过采用上述技术方案,卷材末端从送料辊掉落至支撑辊上,以此尽量避免卷材掉落至地面,减少卷材与地面摩擦,减少对成品质量的影响。
17、可选的,机架还连接有两个刮板,所述承载板与刮板沿卷材传输方向依次分布,所述刮板长度方向为卷材宽度方向,两个所述刮板沿竖直方向分布,两个所述刮板间隔形成供卷材通过的空隙,两个所述刮板用于清理卷材两侧的杂质。
18、通过采用上述技术方案,当卷材从承载板上通过并从两个刮板之间通过,刮板对卷材上的杂质进行清理,以此提高成品的质量。
19、综上所述,本申请包括以下至少一种有益技术效果:
20、1.卷材放置于送料辊上时,根据不同宽度的卷材来移动两个限位板,使得两个限位板对卷材进行限位,使得卷材在向冲床运输的过程更加稳定,尽量避免卷材运输过程中移动方向发生偏移,减少人工调整的时间,提高冲压效率;
21、2.卷材从送料辊移动至承载板时,推动件带动纠偏杆移动,并根据卷材的宽度调整纠偏杆的位置,纠偏杆对卷材的运输方向起限位作用,使得卷才沿既定方向稳定运输,减少人工调整时间,进一步提高了冲压效率。
技术特征:
1.一种连续模冲压设备的送料装置,包括机架(100)、送料辊(200)、导向架(300),所述送料辊(200)设于导向架(300)进料端,其特征在于:所述机架(100)还连接有承载板(400),所述送料辊(200)、承载板(400)、导向架(300)沿卷材传输方向依次分布,所述承载板(400)还连接有纠偏杆(500),所述机架(100)还连接有推动件(800),所述纠偏杆(500)与推动件(800)均设有两个并一一对应,两个所述纠偏杆(500)间隔形成供卷材通过的间隙,所述纠偏杆(500)长度方向为卷材运输方向,所述推动件(800)用于带动纠偏杆(500)在承载板(400)顶部沿卷材宽度方向移动。
2.根据权利要求1所述的连续模冲压设备的送料装置,其特征在于:所述承载板(400)开设有导向槽(410),所述导向槽(410)长度方向与卷材宽度方向一致,所述纠偏杆(500)连接有导向块(510),所述导向块(510)位于导向槽(410)内,所述导向块(510)沿导向槽(410)长度方向滑动连接于导向槽(410)。
3.根据权利要求1所述的连续模冲压设备的送料装置,其特征在于:所述推动件(800)包括螺纹杆(810)、转动把手(820),所述螺纹杆(810)长度方向与卷材宽度方向一致,所述螺纹杆(810)一端螺纹穿过机架(100)并与转动把手(820)连接,所述螺纹杆(810)远离转动把手(820)一端与纠偏杆(500)远离间隙一侧接触。
4.根据权利要求2所述的连续模冲压设备的送料装置,其特征在于:所述导向槽(410)内连接有弹簧(420),所述弹簧(420)长度方向与导向槽(410)长度方向一致,所述弹簧(420)一端连接于导向槽(410)内壁,所述弹簧(420)另一端连接于导向块(510)。
5.根据权利要求1所述的连续模冲压设备的送料装置,其特征在于:所述送料辊(200)上可拆卸连接有两个限位板(600),所述限位板(600)沿送料辊(200)长度方向移动于送料辊(200),所述两个限位板(600)间隔形成供卷材放置的空间。
6.根据权利要求5所述的连续模冲压设备的送料装置,其特征在于:所述送料辊(200)两端设有螺纹段(210),两个限位板(600)分别螺纹套设于两个螺纹段(210)。
7.根据权利要求1所述的连续模冲压设备的送料装置,其特征在于:所述机架(100)还连接有若干支撑辊(700),若干所述支撑辊(700)沿卷材运输方向分布于送料辊(200)与承载板(400)之间,所述支撑辊(700)位于机架(100)底部。
8.根据权利要求7所述的连续模冲压设备的送料装置,其特征在于:所述机架(100)还连接有两个刮板(900),所述承载板(400)与刮板(900)沿卷材传输方向依次分布,所述刮板(900)长度方向为卷材宽度方向,两个所述刮板(900)沿竖直方向分布,两个所述刮板(900)间隔形成供卷材通过的空隙,两个所述刮板(900)用于清理卷材两侧的杂质。
技术总结
本申请涉一种连续模冲压设备的送料装置,包括机架、送料辊、导向架,送料辊设于导向架进料端,机架还连接有承载板,送料辊、承载板、导向架沿卷材传输方向依次分布,承载板还连接有纠偏杆,机架还连接有推动件,纠偏杆与推动件均设有两个并一一对应。纠偏杆可尽量避免卷材在运输过程中发生偏移,提高冲压效率。
技术研发人员:吴渊明,吴叶青,沈梦
受保护的技术使用者:浙江皇城工坊文化发展有限公司
技术研发日:20230518
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!