一种弧顶式热交换器端盖装配焊接工装的制作方法
本技术涉及热交换器装配,尤其涉及一种弧顶式热交换器端盖装配焊接工装。
背景技术:
1、焊接是一种以加热、高温或者高压的方式接合金属或其他材料的制造技术,其中焊接件就是以此类方式完成加工的工件,由于市面上所需求的焊接件越来越多,因此在其工作的过程中需要进行一定的基准定位处理,从而需要使用到一定的定位工装完成此类操作。
2、换热器(亦称为热交换器或热交换设备)是用来使热量从热流体传递到冷流体,以满足规定的工艺要求的装置,是对流传热及热传导的一种工业应用。热交换器端盖是安装在壳体两端,为热交换器上必不可少的配件之一。
3、现有技术中的弧顶式热交换器端盖在焊接装配过程中依然存在一些不足,例如在其实际使用的过程中其内部的限位定位能力较差,难以在其工作的过程中起到很好的基准定位效果,因此易对其本身的加工工艺造成一定的影响。
4、针对以上技术问题,本实用新型公开了一种弧顶式热交换器端盖装配焊接工装,本实用新型具有提高装配焊接工装的定位能力,并且在其多组分布下很好的提高了其整体的工作效率和便利性等优点。
技术实现思路
1、本实用新型的目的在于克服现有技术的不足,提供了一种弧顶式热交换器端盖装配焊接工装,具有提高装配焊接工装的定位能力,并且在其多组分布下很好的提高了其整体的工作效率和便利性等优点;以解决现有技术中提出的问题。
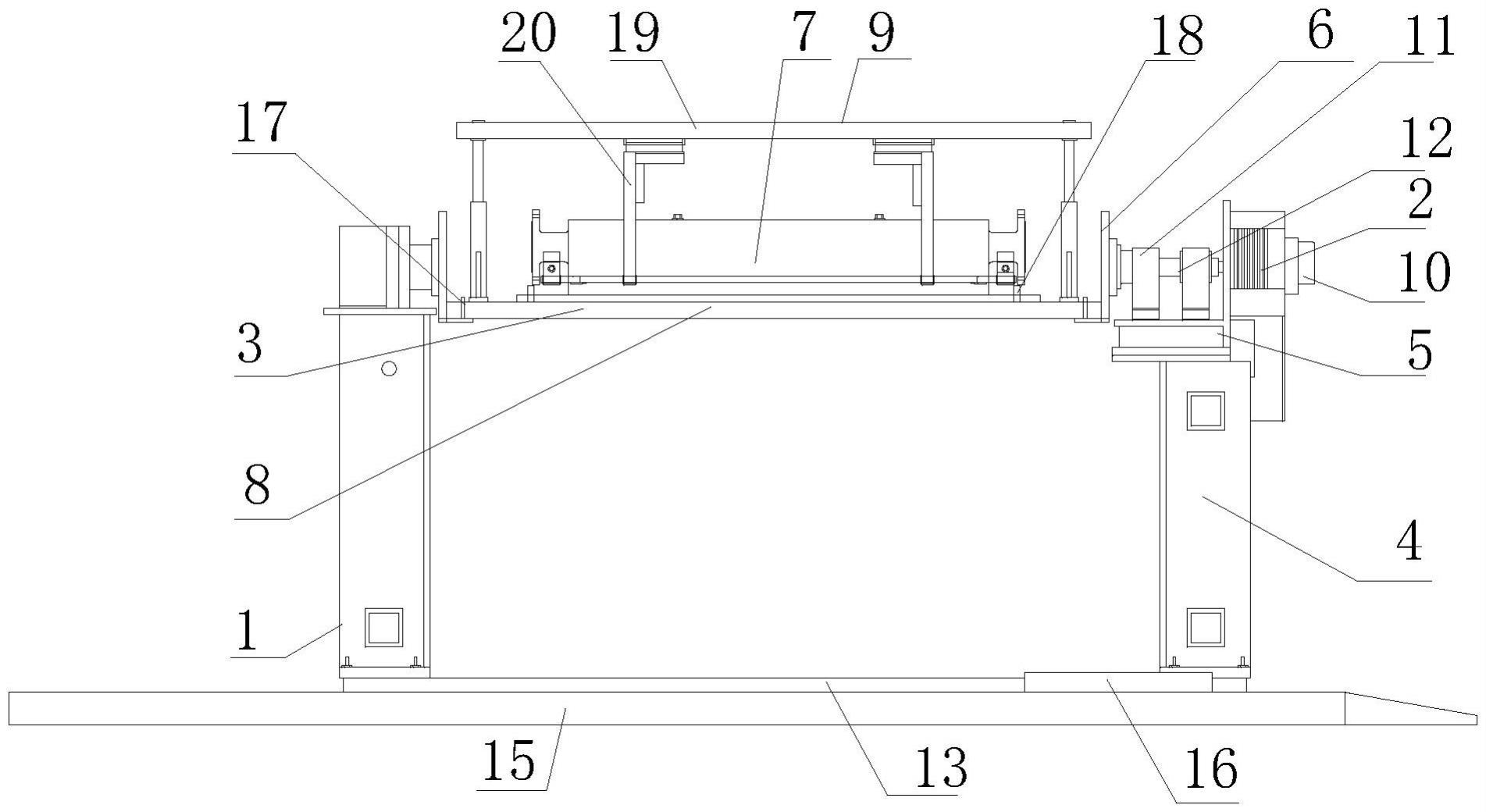
2、本实用新型通过以下技术方案实现:本实用新型公开了一种弧顶式热交换器端盖装配焊接工装,包括机架、转动机构和待焊接件定位组件,机架包括底托架、对称设置在底托架上的两个立架、安装在立架的上的支撑架以及转动架,转动机构安装在一侧支撑架的外侧固定板上,转动架设置在两支撑架之间并与转动机构的输出端相连;待焊接件定位组件设置在转动架上,待焊接件定位组件包括用于可拆卸安装待焊接件的焊接件定位板,焊接件定位板具有用于与待焊接件上的焊接件接触面相配合的焊接基准定位结构;机架外周设置有轨道,轨道上设置有用于放置立式焊接机械手的活动板。
3、进一步的,为了使定位机构和待焊接件紧密固定,焊接基准定位结构包括若干个固定在焊接件定位板上、且与待焊接件定位孔配合的定位柱,焊接件定位板上还设置可竖向活动的横架,还包括设置在横架下表面、用于固定待焊接件的卡具结构,卡具结构与待焊接件的邻面相贴合。
4、进一步的,为了能够对待焊接件定位,易于焊接,卡具结构包括对称设在横架下方、截面呈“l”型结构的卡板,包括对称贯穿两块卡板并延伸至外侧两端的横杆,包括横杆两端部转动连接的托块,相对设置的两个托块相互配合对待焊接件两端托举,且相对设置的两个托块内贯穿设置有定位杆;横架、卡板之间通过弹簧件连接。
5、进一步的,为了能够对转动架稳定固定,转动架通过表面设置的限位柱对待焊接件定位组件限位。
6、进一步的,为了能够对焊接角度灵活调节,转动机构包括驱动电机、减速器,驱动电机输出轴与减速器输入轴通过联轴器连接。
7、进一步的,为了使整架结构更为稳定,底托架包括两道相对设置的主梁,还包括两根所述主梁之间连接有多根副梁。
8、进一步的,为了能够易于焊接机械手对工装上固定的待焊接件焊接,轨道通过栓件固定安装在地面上,轨道呈“u”状结构围绕在机架外周。
9、本实用新型具有以下优点:
10、本实用新型在装置内设置有转动机构,能够根据焊接角度的需要进行灵活调整,以进行不同角度的焊接工作,还设置有针对弧顶式热交换器端盖的卡具结构,能够对待装配的弧顶式热交换器端盖部件进行一一定位,并拼组成待焊接状态,利于焊接机械手作业,并且设置有可活动、用于放置立式焊接机械臂的活动板,活动板设于轨道上,能够通过行走电机使位于活动板上的立式焊接机械臂实现位置移动,以达到多面焊接,本实用新型具有提高装配焊接工装的定位能力,并且在其多组分布下很好的提高了其整体的工作效率和便利性等优点。
技术特征:
1.一种弧顶式热交换器端盖装配焊接工装,包括机架、转动机构和待焊接件定位组件,所述机架包括底托架、对称设置在底托架上的两个立架、安装在立架的上的支撑架以及转动架,所述转动机构安装在一侧支撑架的外侧固定板上,所述转动架设置在两支撑架之间并与转动机构的输出端相连;所述待焊接件定位组件设置在转动架上,所述待焊接件定位组件包括用于可拆卸安装待焊接件的焊接件定位板,所述焊接件定位板具有用于与所述待焊接件上的焊接件接触面相配合的焊接基准定位结构;所述机架外周设置有轨道,轨道上设置有用于放置立式焊接机械手的活动板。
2.如权利要求1所述的一种弧顶式热交换器端盖装配焊接工装,其特征在于,所述焊接基准定位结构包括若干个固定在焊接件定位板上、且与待焊接件定位孔配合的定位柱,焊接件定位板上还设置可竖向活动的横架,还包括设置在横架下表面、用于固定待焊接件的卡具结构,所述卡具结构与待焊接件的邻面相贴合。
3.如权利要求2所述的一种弧顶式热交换器端盖装配焊接工装,其特征在于,所述卡具结构包括对称设在横架下方、截面呈“l”型结构的卡板,包括对称贯穿两块卡板并延伸至外侧两端的横杆,包括横杆两端部转动连接的托块,相对设置的两个所述托块相互配合对待焊接件两端托举,且相对设置的两个所述托块内贯穿设置有定位杆;横架、卡板之间通过弹簧件连接。
4.如权利要求1所述的一种弧顶式热交换器端盖装配焊接工装,其特征在于,所述转动架通过表面设置的限位柱对待焊接件定位组件限位。
5.如权利要求1所述的一种弧顶式热交换器端盖装配焊接工装,其特征在于,所述转动机构包括驱动电机、减速器,驱动电机输出轴与减速器输入轴通过联轴器连接。
6.如权利要求1所述的一种弧顶式热交换器端盖装配焊接工装,其特征在于,所述底托架包括两道相对设置的主梁,还包括两根所述主梁之间连接有多根副梁。
7.如权利要求1所述的一种弧顶式热交换器端盖装配焊接工装,其特征在于,所述轨道通过栓件固定安装在地面上,轨道呈“u”状结构围绕在机架外周。
技术总结
本技术公开了一种弧顶式热交换器端盖装配焊接工装,包括机架、转动机构和待焊接件定位组件,机架包括底托架、对称设置在底托架上的两个立架、安装在立架的上的支撑架以及转动架,转动机构安装在一侧支撑架的外侧固定板上,转动架设置在两支撑架之间并与转动机构的输出端相连;待焊接件定位组件设置在转动架上,待焊接件定位组件包括用于可拆卸安装待焊接件的焊接件定位板。本技术针对现有技术中限位定位能力较差,难以在其工作的过程中起到很好的基准定位效果等问题进行改进,本技术具有提高装配焊接工装的定位能力,并且在其多组分布下很好的提高了其整体的工作效率和便利性等优点。
技术研发人员:张博,潘亮
受保护的技术使用者:芜湖自力机械制造有限公司
技术研发日:20230519
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!