一种电池包钣金焊接定位装置的制作方法
本技术属于电池包制造,尤其涉及一种电池包钣金焊接定位装置。
背景技术:
1、新能源电池包pack行业,厂家生产电池包生产,基本包括有壳体焊接制造,pack装配和出产前功能检测等。其中壳体焊接制造涉及多种零件焊接,开发周期短,同步需开发的电池包种类多;
2、在实现本实用新型的过程中,发明人发现现有技术至少存在以下问题:
3、目前壳体焊接制造通常开发试制夹具,开发周期时间长,耽误项目进度;开发一套试制夹具采购基本上需要1万以上。
4、cn112338408a-电池包壳体螺母柱焊接快速定位机构,公开了一种电池包壳体螺母柱焊接快速定位机构,通过设置带有手柄的机构本体,机构本体连接定位销块和前块,前块通过连接块连接螺柱定位块,手持机构本体,将定位销块的主定位销和副定位销插到下壳体内横梁的定位孔中定位,也无法解决上述技术问题。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种电池包钣金焊接定位装置,使得电池包开发试制阶段壳体焊接制造效率快,周期短。
2、为了解决上述技术问题,本实用新型所采用的技术方案是:一种电池包钣金焊接定位装置,具有:
3、定位板;
4、连接梁,所述定位板上设有一系列的连接梁,所述连接梁能够与电池包壳体的定位梁连接;
5、镂空孔,所述定位板的连接梁附近设有一系列的镂空孔;
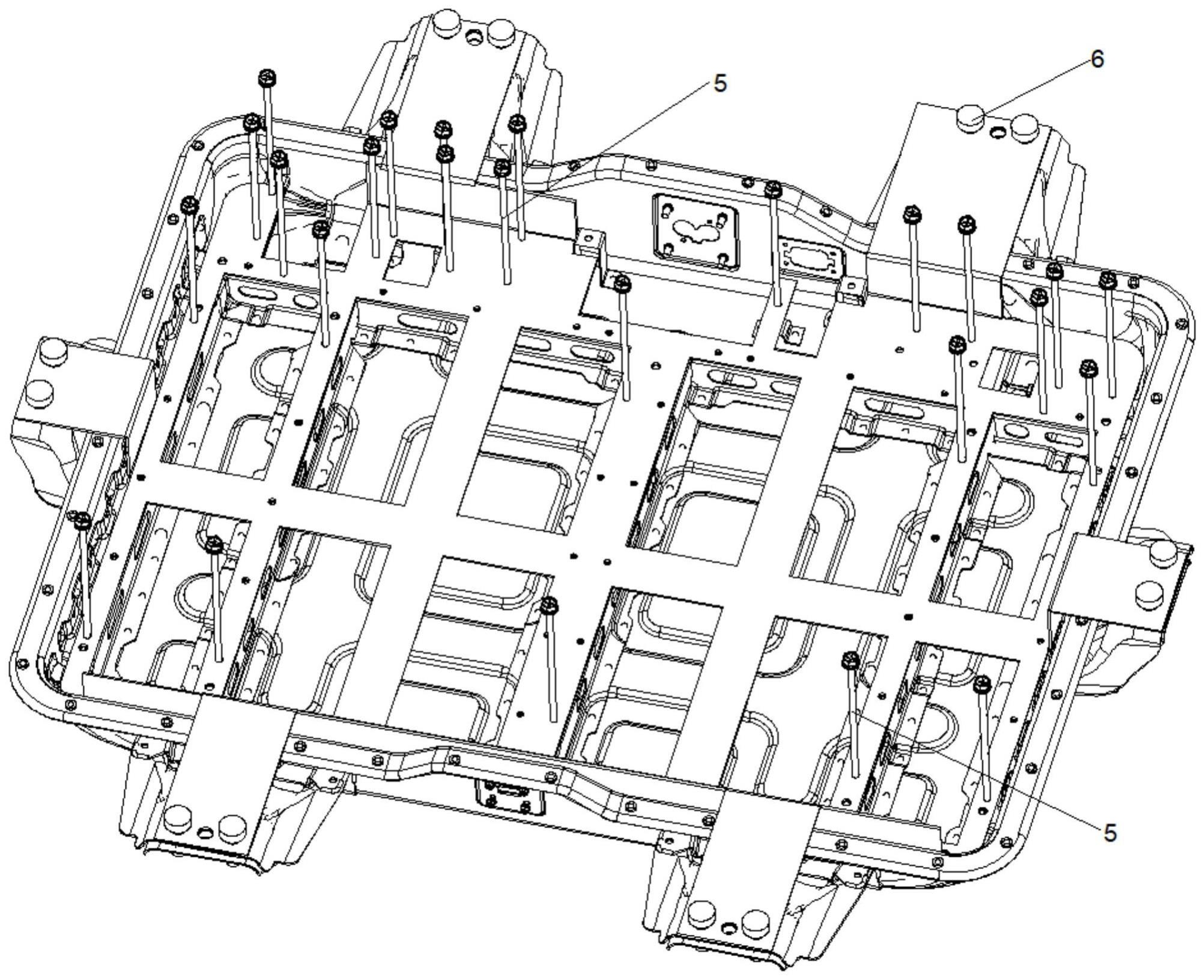
6、连接板,所述定位板的四周设有一系列的连接板,所述连接板能够与电池包壳体的吊耳配合。
7、所述连接梁上设有一系列的连接孔,所述连接梁通过连接螺栓、连接孔与定位梁上螺纹孔连接。
8、所述连接板上设有通孔,所述电池包壳体的吊耳上设有定位孔,还设有与通孔和定位孔适配的定位销。
9、所述定位梁与电池包壳体焊接。
10、所述吊耳与电池包壳体焊接。
11、所述连接梁的宽度与定位梁的宽度适配。
12、上述技术方案中的一个技术方案具有如下优点或有益效果,通过定位板结构快速定位电池包内和定位梁在电池包中的位置,定位完成后焊接电池包和定位梁,定位装置结构简单,电池包钣金焊接定位装置,使得电池包开发试制阶段壳体焊接制造效率快,周期短。
技术特征:
1.一种电池包钣金焊接定位装置,其特征在于,具有:
2.如权利要求1所述的电池包钣金焊接定位装置,其特征在于,所述连接梁上设有一系列的连接孔,所述连接梁通过连接螺栓、连接孔与定位梁上螺纹孔连接。
3.如权利要求2所述的电池包钣金焊接定位装置,其特征在于,所述连接板上设有通孔,所述电池包壳体的吊耳上设有定位孔,还设有与通孔和定位孔适配的定位销。
4.如权利要求3所述的电池包钣金焊接定位装置,其特征在于,所述定位梁与电池包壳体焊接。
5.如权利要求4所述的电池包钣金焊接定位装置,其特征在于,所述吊耳与电池包壳体焊接。
6.如权利要求5所述的电池包钣金焊接定位装置,其特征在于,所述连接梁的宽度与定位梁的宽度适配。
技术总结
本技术公开了一种电池包钣金焊接定位装置,具有:定位板;连接梁,定位板上设有一系列的连接梁,连接梁能够与电池包壳体的定位梁连接;镂空孔,定位板的连接梁附近设有一系列的镂空孔;连接板,定位板的四周设有一系列的连接板,连接板能够与电池包壳体的吊耳配合,通过定位板结构快速定位电池包内和定位梁在电池包中的位置,定位完成后焊接电池包和定位梁,定位装置结构简单,电池包钣金焊接定位装置,使得电池包开发试制阶段壳体焊接制造效率快,周期短。
技术研发人员:唐庆伟,齐永忠,郭晓庆
受保护的技术使用者:安徽瑞露科技有限公司
技术研发日:20230523
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!