一种接触片组件焊接通用夹具的制作方法
本技术涉及一种焊接通用夹具,尤其涉及一种接触片组件焊接通用夹具。
背景技术:
1、传统焊接夹具采用的是手柄夹紧式,如图1和图2所示,靠手动放置,每次焊接无法保证焊接位置均在焊接件的同一点,焊接质量不稳定。此类型焊接夹具种类繁多,每一种型号的产品,均需要设计对象型号的夹具,通用性差,夹具制造成本高周期长。
技术实现思路
1、本实用新型所要解决的是现有夹具焊接质量不稳定,通用性差,操作方便性差的技术问题。
2、为了解决上述技术问题,本实用新型采用如下技术方案:
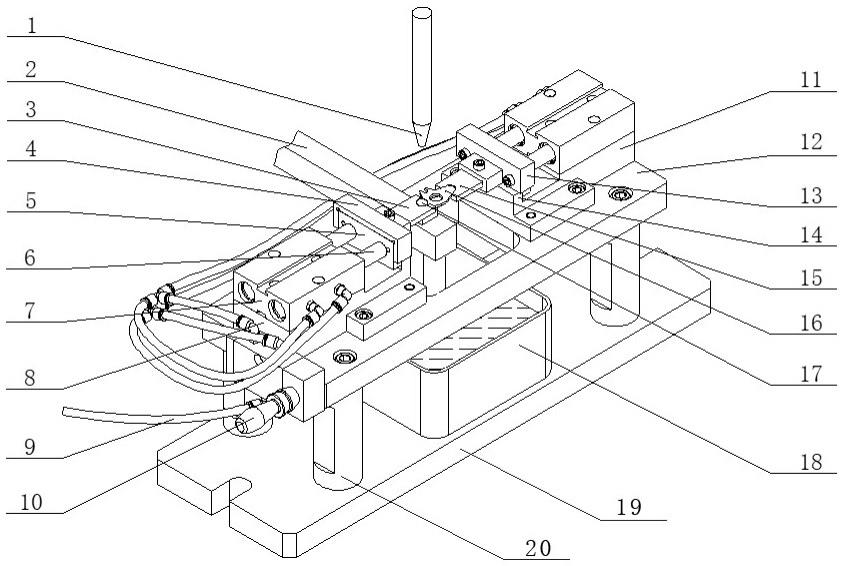
3、一种接触片组件焊接通用夹具,包括焊接定位块a、限位块a、气缸头部、气缸伸缩杆、双杆气缸、气缸固定板a、进气管、手动阀、气缸固定板b、支撑板、限位块b、限位凸台、焊接定位块b、接点及焊料、冷却槽、底板、立柱;所述底板与四根立柱底端相连,四根立柱顶端与支撑板底端相连;所述底板上放置有冷却槽;所述支撑板上方两端分别安装有气缸固定板a和气缸固定板b,气缸固定板a和气缸固定板b上均安装有双杆气缸,双杆气缸上均安装有气缸伸缩杆,气缸伸缩杆端部均安装有气缸头部,气缸头部分别安装有限位块a和限位块b,限位块a和限位块b分别安装有焊接定位块a和焊接定位块b;所述气缸固定板a和气缸固定板b的其中一方均安装有限位凸台;所述焊接定位块a上安装有接点及焊料;所述支撑板一端安装有手动阀,手动阀上所设进气管与空气压缩机连接,手动阀另外两个出气孔分别通过两个三通接头分别与两个双杆气缸的进出气孔相连。
4、采用上述技术方案的有益效果是:
5、1.本实用新型气缸和气缸固定板,气缸固定板和支撑板之间均通过销钉连接,确保了两个焊接定位块相对位置的准确性,保证了每次焊接定位的可靠性。初次安装夹具,先找到合适的焊接位置,确定后锁紧底座,此时焊接中心位置已经确定,后续每次焊接均在焊接件的同一位置,从而保证了焊接的稳定性。
6、2.本实用新型两个焊接定位块均可拆卸,而且结构简单易制造,如图6和图7所示,通过气缸上限位块的方槽定位螺丝锁紧,拆卸安装方便。针对不同型号的产品,只需设计不同的型号焊接定位块,在原有的底座上安装替换即可使用。
7、3.本实用新型每次焊接只需把产品放置到指定位置,扳动手动阀开关即可。
技术特征:
1.一种接触片组件焊接通用夹具,其特征在于:它包括焊接定位块a(3)、限位块a(4)、气缸头部(5)、气缸伸缩杆(6)、双杆气缸(7)、气缸固定板a(8)、进气管(9)、手动阀(10)、气缸固定板b(11)、支撑板(12)、限位块b(13)、限位凸台(14)、焊接定位块b(15)、冷却槽(18)、底板(19)、立柱(20);所述底板(19)与四根立柱(20)底端相连,四根立柱(20)顶端与支撑板(12)底端相连;所述底板(19)上放置有冷却槽(18);所述支撑板(12)上方两端分别安装有气缸固定板a(8)和气缸固定板b(11),气缸固定板a(8)和气缸固定板b(11)上均安装有双杆气缸(7),双杆气缸(7)上均安装有气缸伸缩杆(6),气缸伸缩杆(6)端部均安装有气缸头部(5),气缸头部(5)分别安装有限位块a(4)和限位块b(13),限位块a(4)和限位块b(13)分别安装有焊接定位块a(3)和焊接定位块b(15);所述气缸固定板a(8)和气缸固定板b(11)的其中一方均安装有限位凸台(14);所述支撑板(12)一端安装有手动阀(10),手动阀(10)上所设进气管(9)与空气压缩机连接,手动阀(10)另外两个出气孔分别通过两个三通接头分别与两个双杆气缸(7)的进出气孔相连。
技术总结
一种接触片组件焊接通用夹具,底板与四根立柱底端相连,四根立柱顶端与支撑板底端相连;底板上放置有冷却槽;支撑板上方两端分别安装有气缸固定板A和B,气缸固定板A和B上均安装有双杆气缸,双杆气缸上均安装有气缸伸缩杆,气缸伸缩杆端部均安装有气缸头部,气缸头部分别安装有限位块A和B,限位块A和B分别安装有焊接定位块A和B;气缸固定板A和B的其中一方均安装有限位凸台;支撑板一端安装有手动阀,手动阀上所设进气管与空气压缩机连接,手动阀另外两个出气孔分别通过两个三通接头分别与两个双杆气缸的进出气孔相连。本技术保证了焊接质量,提高了夹具通用性和提高了操作方便性。
技术研发人员:柯先成,周全宏
受保护的技术使用者:贵州天义电器有限责任公司
技术研发日:20230524
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!