一种用于装夹不规则的中间支撑板的夹具的制作方法
本技术涉及汽车变速箱零部件加工,尤其是涉及一种用于装夹不规则的中间支撑板的夹具。
背景技术:
1、变速箱是传统汽车的核心部件之一,变速箱内部零件包括中间支撑板,中间支撑板的内壁上安装衬套用于配合旋转轴,所述中间支撑板的一端呈圆柱面的外壁上安装轴承,中间支撑板的外壁上设有若干不规则的安装耳板。为实现中间支撑板的装配功能,保证中间支撑板的内壁与安装轴承的圆柱面的同轴度要求,采用车加工实现。现有技术加工时采用cnc车床加工设备,基于中间支撑板的外形不规则且其固定面为毛坯,车床普通夹具卡爪采用周向夹紧的方式无法实现有效稳定的定位和装夹。且现有技术中各个夹具卡爪采用液压油缸驱动,所述液压油缸的接线排布受车床操作空间影响。
2、例如,中国专利公开号cn215673541u,公开日2022年01月28日,名为“一种汽车变速器的中间支撑总成”,包括设置在变速器壳体内的中间支撑件,所述中间支撑件的内侧壁通过滑动轴承与制动器的内轮毂传动连接,所述中间支撑件的外侧壁通过支撑轴承与中间输出齿轮传动连接,所述制动器的内轮毂和所述中间支撑件之间设置有能锁止制动器的内轮毂的制动器主体部。
3、例如,中国专利公开号cn210173017u,公开日2020年03月24日,名为“一种车床夹具”,包括支撑组件和夹持组件;所述支撑组件包括支撑台,在支撑台的连接面的边缘位置设有定位销,在所述连接面的中间位置设有连接柱;所述夹持组件包括内定位件和外定位件;所述内定位件包括主体呈三角形的底座,在底座的三个顶点处具有向上延伸的限位端,三个限位端与底座构成内限位结构;所述外定位件包括滑动底座,滑动底座的顶部通过连接块与外定位块连接,在外定位块上设有阶梯限位面,三个阶梯限位面构成用于外限位结构。
4、现有专利存在的缺点是:现有夹具卡爪周向夹紧中间支撑板,无法适配不规则的中间支撑板,无法稳定的定位和装夹使得中间支撑板装夹后同轴度加工精度降低。
技术实现思路
1、本实用新型的目的是为了解决现有夹具卡爪周向夹紧中间支撑板,无法适配不规则的中间支撑板,无法稳定的定位和装夹使得中间支撑板装夹后同轴度加工精度降低的问题,提供一种用于装夹不规则的中间支撑板的夹具,能够稳定的定位和装夹不规则的中间支撑板,提高装夹后中间支撑板的同轴度加工精度。
2、为了实现上述目的,本实用新型采用以下技术方案:
3、一种用于装夹不规则的中间支撑板的夹具,所述夹具设置在车床上,包括夹具底板,所述夹具底板上设有定位中间支撑板的定位芯轴,所述夹具底板上设有夹板和驱动所述夹板将中间支撑板轴向夹紧在夹具底板上的驱动装置,所述定位芯轴和所述夹板位于夹具底板的同一侧,所述定位芯轴呈圆柱状,所述定位芯轴与中间支撑板同轴设置。本方案中所述的一种用于装夹不规则的中间支撑板的夹具,用于装夹不规则的中间支撑板,驱动夹板沿中间支撑板的中心轴线轴向夹紧中间支撑板的安装耳板。装夹前,将中间支撑板放置在夹具底板上,所述定位芯轴呈圆柱状,所述定位芯轴与中间支撑板的内壁配合,所述定位芯轴用于定位和支撑中间支撑板,驱动装置驱动夹板轴向夹紧中间支撑板,使得中间支撑板稳定夹紧在夹具底板上,所述定位芯轴与中心支撑件同轴设置,提高装夹后中间支撑板的同轴度加工精度,避免了现有夹具卡爪周向夹紧不规则的中间支撑板时无法稳定装夹的问题。
4、作为优选,所述驱动装置包括液压油缸,所述液压油缸包括活塞杆,所述液压油缸设置在夹具底板上,所述夹板转动设置在活塞杆的输出端上,所述液压油缸通过活塞杆驱动所述夹板夹紧。所述夹板转动设置在活塞杆上,夹板可以根据中间支撑板的安装耳板的位置进行适度调整,转动夹板方便中间支撑板的装卸。
5、作为优选,所述定位芯轴上设有移动腔,所述移动腔内移动设有活塞和驱动所述活塞移动的拉紧杆,所述活塞与移动腔之前构成密封腔体,所述液压油缸还包括液压腔和移动设置在液压腔内的液压活塞,所述液压活塞与活塞杆连接,所述密封腔体通过流道与液压油缸的液压腔连接。所述密封腔体和流道内设有液体,驱动所述拉紧杆使得活塞在所述密封腔体内移动,驱动拉紧杆驱动活塞压缩密封腔体,使得密封腔体内的液体通过流道流入液压腔内,驱动液压活塞移动,活塞杆驱动夹板夹紧中间支撑板。本方案中的夹具内部采用密封腔体,配合液压油缸,实现独立液压系统,不需外部液压系统输入,避免液压油缸的外部接线排布和输入受车床操作空间影响。
6、作为优选,所述车床上设有拉紧装置,所述拉紧装置与所述拉紧杆连接,所述拉紧装置通过拉紧杆驱动活塞压缩密封腔体。装夹前,将夹具安装在车床上,拉紧杆与车床上的拉紧装置连接。启动车床,拉紧装置拉紧拉紧杆,使得夹板夹紧中间支撑板。
7、作为优选,所述流道包括设置在定位芯轴上的第一流道、设置在夹具底板上的第二流道和设置在液压油缸上的第三流道,所述第一流道贯通密封腔体和第二流道,所述第三流道贯通第二流道和液压腔。
8、作为优选,所述流道与液压腔的连接处位于液压活塞连接活塞杆的一侧。活塞压缩密封腔体时,密封腔体内的液体进入液压腔内移动活塞朝向机床方向移动。
9、作为优选,所述活塞的内端设有限位块,所述限位块通过螺栓固定在活塞上,所述限位块限位在定位芯轴的内端端面上。所述限位块使得活塞限位在定位芯轴上。
10、作为优选,所述活塞与移动腔的内侧壁之间设有密封所述密封腔体的密封圈。所述密封圈提高密封腔体的密封效果,防止密封腔体漏液。
11、作为优选,所述夹具底板上设有安装孔,所述定位芯轴通过螺栓固定在所述安装孔的外端,所述定位芯轴的外侧壁上设有限位台阶,所述限位台阶限位在安装孔的外端。所述限位台阶用于定位安装定位芯轴,提高安装准确性。
12、作为优选,所述夹具底板朝向车床的一侧设有连接盘,所述连接盘通过螺栓固定在车床上,所述连接盘通过螺栓固定在夹具极板上,所述夹具底板朝向车床的一侧设有平衡块。基于中间支撑板的外形不规则,零件重心偏移,特设置定向装夹(旋转紧靠夹板位置),并根据不平衡量配置相应的平衡补偿(设有若干平衡块),保证车削旋转过程中,夹具和中间支撑板的整体重心相对靠近cnc设备回转中心,提高产品的稳定性。
13、因此,本实用新型具有如下有益效果:(1)用于装夹不规则的中间支撑板,提高装夹后中间支撑板的同轴度加工精度,实现有效稳定装夹,避免了现有夹具卡爪周向夹紧不规则的中间支撑板时无法稳定装夹的问题;(2)夹具内部采用密封腔体,配合液压油缸,实现独立液压系统,不需外部液压系统输入,避免液压油缸的外部接线排布和输入受车床操作空间影响。
技术特征:
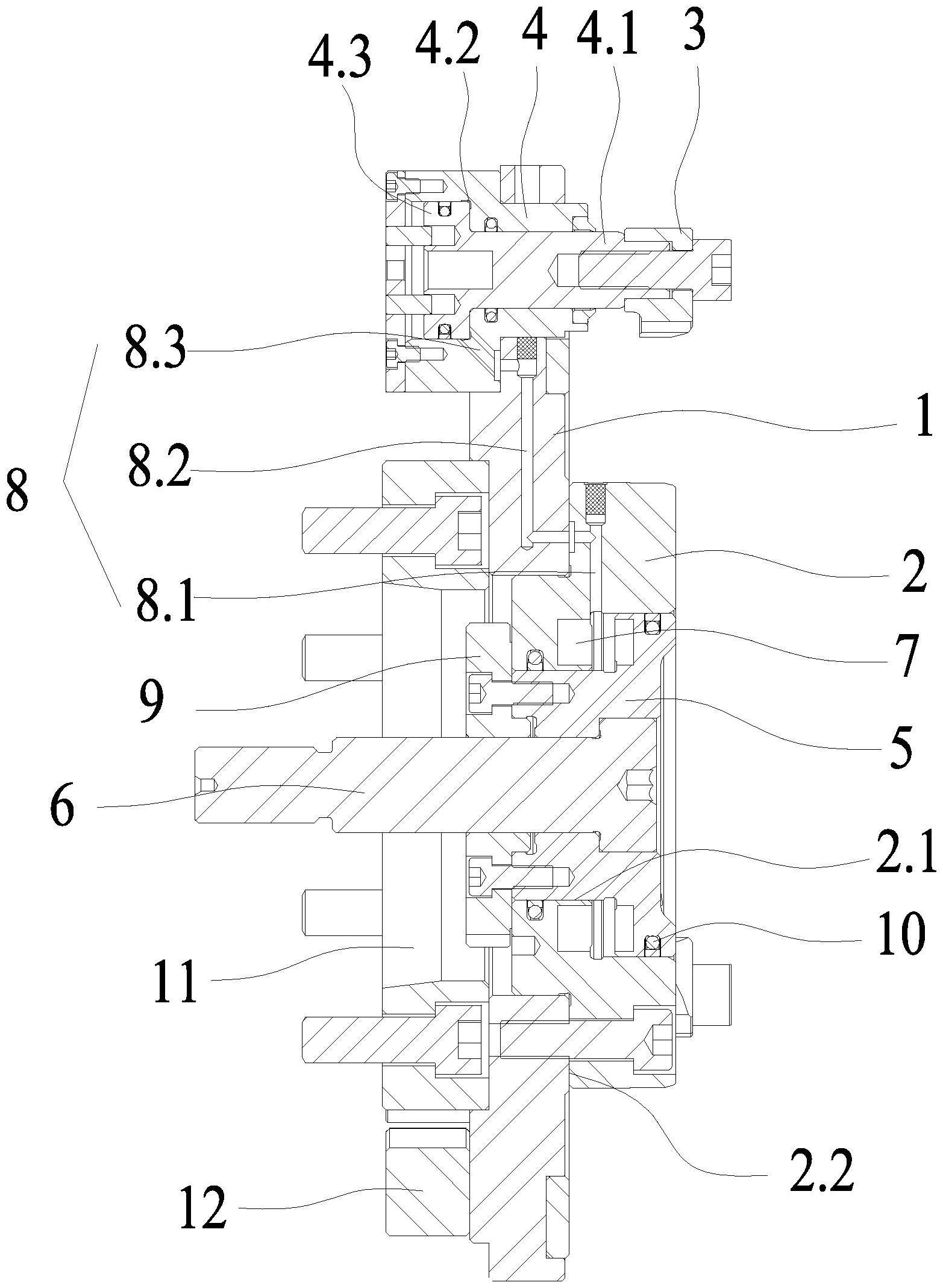
1.一种用于装夹不规则的中间支撑板的夹具,所述夹具设置在车床上,其特征在于,包括夹具底板(1),所述夹具底板上设有定位中间支撑板的定位芯轴(2),所述夹具底板上设有夹板(3)和驱动所述夹板将中间支撑板轴向夹紧在夹具底板上的驱动装置,所述定位芯轴和所述夹板位于夹具底板的同一侧,所述定位芯轴呈圆柱状,所述定位芯轴与中间支撑板同轴设置。
2.根据权利要求1所述的一种用于装夹不规则的中间支撑板的夹具,其特征是,所述驱动装置包括液压油缸(4),所述液压油缸包括活塞杆(4.1),所述液压油缸设置在夹具底板上,所述夹板转动设置在活塞杆的输出端上,所述液压油缸通过活塞杆驱动所述夹板夹紧。
3.根据权利要求2所述的一种用于装夹不规则的中间支撑板的夹具,其特征是,所述定位芯轴上设有移动腔(2.1),所述移动腔内移动设有活塞(5)和驱动所述活塞移动的拉紧杆(6),所述活塞与移动腔之前构成密封腔体(7),所述液压油缸还包括液压腔(4.2)和移动设置在液压腔内的液压活塞(4.3),所述液压活塞与活塞杆连接,所述密封腔体通过流道(8)与液压油缸的液压腔连接。
4.根据权利要求3所述的一种用于装夹不规则的中间支撑板的夹具,其特征是,所述车床上设有拉紧装置,所述拉紧装置与所述拉紧杆连接,所述拉紧装置通过拉紧杆驱动活塞压缩密封腔体。
5.根据权利要求3或4所述的一种用于装夹不规则的中间支撑板的夹具,其特征是,所述流道包括设置在定位芯轴上的第一流道(8.1)、设置在夹具底板上的第二流道(8.2)和设置在液压油缸上的第三流道(8.3),所述第一流道贯通密封腔体和第二流道,所述第三流道贯通第二流道和液压腔。
6.根据权利要求3或4所述的一种用于装夹不规则的中间支撑板的夹具,其特征是,所述流道与液压腔的连接处位于液压活塞连接活塞杆的一侧。
7.根据权利要求4所述的一种用于装夹不规则的中间支撑板的夹具,其特征是,所述活塞的内端设有限位块(9),所述限位块通过螺栓固定在活塞上,所述限位块限位在定位芯轴的内端端面上。
8.根据权利要求3或4或7所述的一种用于装夹不规则的中间支撑板的夹具,其特征是,所述活塞与移动腔的内侧壁之间设有密封所述密封腔体的密封圈(10)。
9.根据权利要求1或2或3或4或7所述的一种用于装夹不规则的中间支撑板的夹具,其特征是,所述夹具底板上设有安装孔,所述定位芯轴通过螺栓固定在所述安装孔的外端,所述定位芯轴的外侧壁上设有限位台阶(2.2),所述限位台阶限位在安装孔的外端。
10.根据权利要求9所述的一种用于装夹不规则的中间支撑板的夹具,其特征是,所述夹具底板朝向车床的一侧设有连接盘(11),所述连接盘通过螺栓固定在车床上,所述连接盘通过螺栓固定在夹具极板上,所述夹具底板朝向车床的一侧设有平衡块(12)。
技术总结
本技术公开了一种用于装夹不规则的中间支撑板的夹具,夹具设置在车床上,包括夹具底板,夹具底板上设有定位中间支撑板的定位芯轴,夹具底板上设有夹板和驱动夹板将中间支撑板轴向夹紧在夹具底板上的驱动装置,定位芯轴和夹板位于夹具底板的同一侧,定位芯轴呈圆柱状,定位芯轴与中间支撑板同轴设置。本方案用于装夹不规则的中间支撑板,提高装夹后中间支撑板的同轴度加工精度,实现有效稳定装夹,避免了现有夹具卡爪周向夹紧不规则的中间支撑板时无法稳定装夹的问题;夹具内部采用密封腔体,配合液压油缸,实现独立液压系统,不需外部液压系统输入,避免液压油缸的外部接线排布和输入受车床操作空间影响。
技术研发人员:楼银伦,何潇涵,张靖,黄高锋
受保护的技术使用者:杭州杰途传动部件有限公司
技术研发日:20230524
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!