弧形弯管纵缝激光焊接装置的制作方法
本发明涉及激光焊接领域,尤其涉及一种弧形纵缝的激光焊接装置。
背景技术:
1、激光焊接作为一种精密、高效、快速的焊接方法,在制造业各个领域得到了越来越广泛的应用,尤其是在薄壁异形结构件的制造中,由于变形小而拥有更好的适应性。
2、弯管是一种输送系统流道支持结构,一般尽量采用整体直管,弯曲成形后使用,目前常见到的成形整体弯管的方法主要有数控弯管、压弯、液压胀形、推弯等,但由于材料种类、结构限制和工艺局限等诸多问题,很多弯管的制造还需要采用模具成形的半边管进行焊接,其中,对称分瓣方案的半边管成形因为模具少成本相对低且局部减薄率更低,使用上更有优势。对称分瓣方案需要配合弧形纵缝焊接工艺,为了配合成本控制,目前常采用简易的固定支架,配合手工电弧填丝工艺,虽然能用,但变形较大,焊缝均匀性不高,一致性较差。
技术实现思路
1、针对现有技术中的不足,本发明的目的是提供一种特制的弧形弯管纵缝焊接装置,配合激光焊接工艺,解决焊接变形,提高焊接均匀性和一致性,满足大型航天产品对形性质量控制的严格要求。
2、根据本发明提供的一种弧形弯管纵缝激光焊接装置,一种弧形弯管纵缝激光焊接装置,包括基座、弧形芯轴以及压紧机构;
3、所述弧形芯轴的一端与所述基座连接,所述弧形芯轴的另一端为自由端,所述压紧机构包括弧形压壳、琴键压脚以及锁紧组件,所述琴键压脚的一端置于所述弧形压壳中,所述琴键压脚的另一端延伸至外部,多个所述琴键压脚沿所述弧形压壳的周向并排设置,两组所述弧形压壳以和所述弧形芯轴同向平行的方式固定于所述基座上,位于两组所述弧形压壳上的两排所述琴键压脚的端部相对设置且设有焊接间隙,所述弧形芯轴位于两排所述琴键压脚下方,所述锁紧组件设置于两组所述弧形压壳的另一端;
4、两排所述琴键压脚与所述弧形芯轴之间用于夹持待焊接的两个半边弧形弯管,所述锁紧组件用于两组所述弧形压壳以及所述弧形压壳与所述弧形芯轴的限位锁紧。
5、一些实施方式中,所述锁紧组件包括左限位块、右限位块、凸形块、拉杆、锁紧块以及锁杆;
6、所述左限位块和所述右限位块分别连接于两组所述弧形压壳的端面上,所述凸形块的中间竖块分位于所述左限位块和所述右限位块之间并通过所述锁杆转动连接,两根所述拉杆分别连接于所述凸形块的水平板的两侧,所述弧形芯轴的另一端的端部置于两根所述拉杆之间,所述锁紧块滑动套接于两根所述拉杆上,所述弧形芯轴夹紧于所述锁紧块和所述凸形块的水平板之间。
7、一些实施方式中,所述锁紧组件还包括调节块和调节杆,所述调节块滑动连接于所述两根所述拉杆上,所述调节块位于所述锁紧块与所述弧形芯轴的端部之间,所述调节杆的一端穿过所述锁紧块并螺纹连接,所述调节杆的端部顶持所述调节块的下端面。
8、一些实施方式中,所述调节块设置有容置槽,所述弧形芯轴的端部设有突出部,所述弧形芯轴与两组所述弧形压壳通过所述锁紧组件锁紧时,所述突出部置于所述容置槽中。
9、一些实施方式中,所述弧形芯轴开设有焊漏槽,所述焊漏槽位于两排所述琴键压脚的对接缝隙下方。
10、一些实施方式中,还包括角度块,所述弧形芯轴与所述弧形压壳通过所述角度块连接于所述基座上。
11、一些实施方式中,还包括张紧压合组件,所述张紧压合组件包括张紧管和弹性压合件,所述张紧管内置有气囊,所述琴键压脚弹性压合件置于所述弧形压壳内,所述张紧管连接于所述弧形压壳的侧面,且所述张紧管的管体与所述弹性压合件接触,所述气囊用于使所述张紧管形成外涨力,所述张紧管将外涨力传递给所述弹性压合件,通过所述弹性压合件对所述琴键压脚实施压合力。
12、一些实施方式中,所述弧形芯轴与所述弧形压壳两者为适配的为凸形圆弧状或凹形圆弧状。
13、一些实施方式中,还包括对中机构,所述对中机构包括固定块、连接杆以及对中刀,所述固定块固定于所述弧形压壳的板面上,所述连接杆的一端与所述固定块滑动连接,所述对中刀连接于所述连接杆的另一端,所述对中刀位于两排所述琴键压脚的中间轴线上。
14、一些实施方式中,所述对中机构为多组,多组所述对中机构并排设置于一块所述弧形压壳上。
15、与现有技术相比,本发明具有如下的有益效果:
16、1、本实用新型通过仿形设计形成的弧形弯管纵缝激光焊接装置能够贴合弧形弯管的纵缝曲线,在焊前装夹和焊接过程中提供变形抗力,有效降低焊接变形量,确保产品焊接精度。
17、2、本实用新型对于待焊工件固定牢固,能够保持装夹状态如间隙、错边等不变,提高焊接过程中工艺效果的稳定性,提升焊缝内部质量的一致性和可靠性。
18、3、本实用新型通过对锁紧组件的进一步优化设计,即增设调节结构件,进一步提高锁紧操作的效率与锁紧效果。
19、4、本实用新型通过于弧形压壳上设置张紧压合组件,提高连接于弧形压壳上成排琴键压脚对于待焊弧形弯管的压合力。
20、5、本实用新型通过设置对中机构,提高待焊工件的对中效果,提升焊接质量。
技术特征:
1.一种弧形弯管纵缝激光焊接装置,其特征在于,包括基座(1)、弧形芯轴(2)以及压紧机构(3);
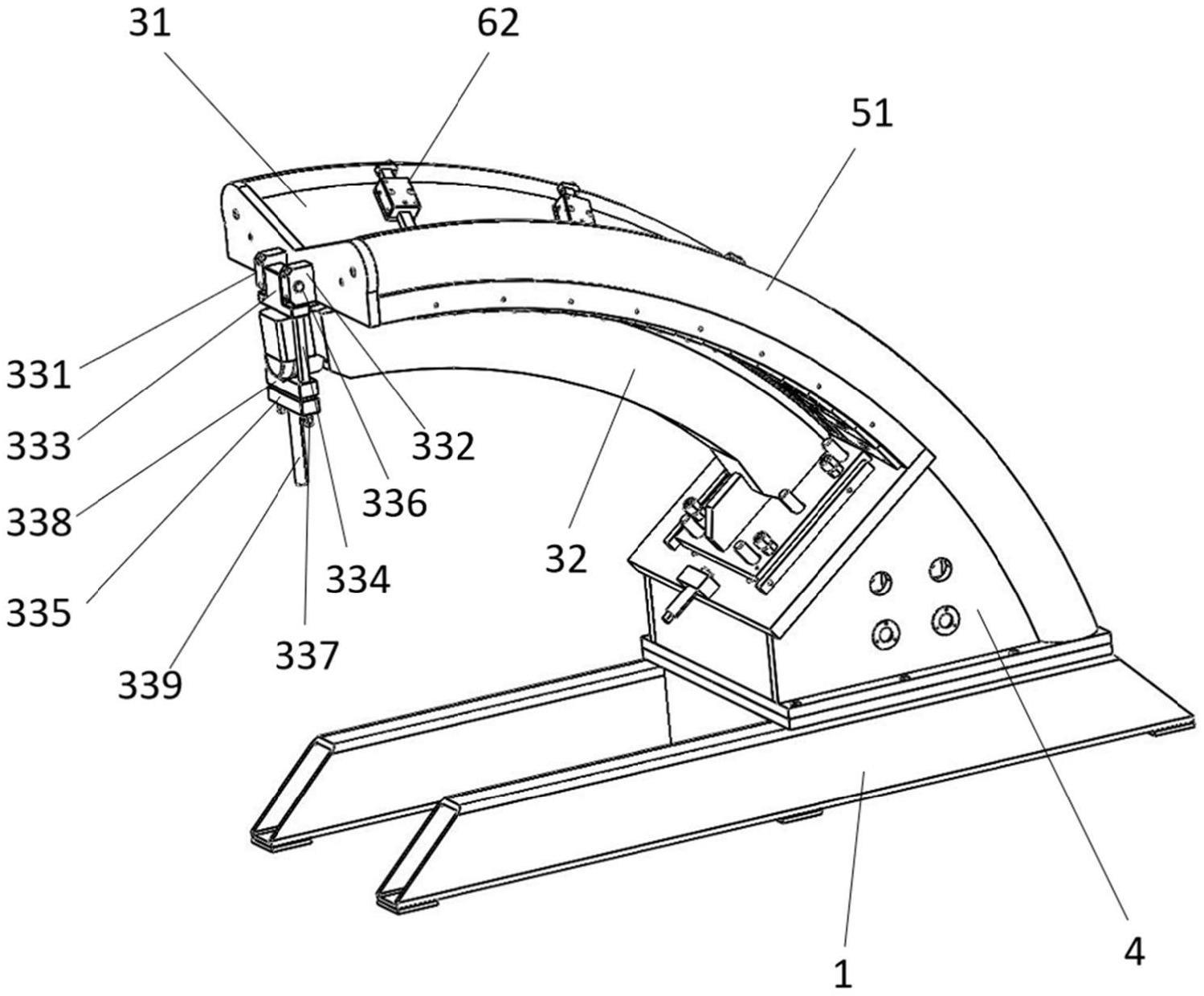
2.根据权利要求1所述的弧形弯管纵缝激光焊接装置,其特征在于,所述锁紧组件(33)包括左限位块(331)、右限位块(332)、凸形块(333)、拉杆(334)、锁紧块(335)以及锁杆(336);
3.根据权利要求2所述的弧形弯管纵缝激光焊接装置,其特征在于,所述锁紧组件(33)还包括调节块(338)和调节杆(339),所述调节块(338)滑动连接于所述两根所述拉杆(334)上,所述调节块(338)位于所述锁紧块(335)与所述弧形芯轴(2)的端部之间,所述调节杆(339)的一端穿过所述锁紧块(335)并螺纹连接,所述调节杆(339)的端部顶持所述调节块(338)的下端面。
4.根据权利要求3所述的弧形弯管纵缝激光焊接装置,其特征在于,所述调节块(338)设置有容置槽(3381),所述弧形芯轴(2)的端部设有突出部(22),所述弧形芯轴(2)与两组所述弧形压壳(31)通过所述锁紧组件(33)锁紧时,所述突出部(22)置于所述容置槽(3381)中。
5.根据权利要求1所述的弧形弯管纵缝激光焊接装置,其特征在于,所述弧形芯轴(2)开设有焊漏槽(21),所述焊漏槽(21)位于两排所述琴键压脚(32)的对接缝隙下方。
6.根据权利要求1所述的弧形弯管纵缝激光焊接装置,其特征在于,还包括角度块(4),所述弧形芯轴(2)与所述弧形压壳(31)通过所述角度块(4)连接于所述基座(1)上。
7.根据权利要求1所述的弧形弯管纵缝激光焊接装置,其特征在于,还包括张紧压合组件(5),所述张紧压合组件(5)包括张紧管(51)和弹性压合件(52),所述张紧管(51)内置有气囊,所述琴键压脚弹性压合件(52)置于所述弧形压壳(31)内,所述张紧管(51)连接于所述弧形压壳(31)的侧面,且所述张紧管(51)的管体与所述弹性压合件(52)接触,所述气囊用于使所述张紧管(51)形成外涨力,所述张紧管(51)将外涨力传递给所述弹性压合件(52),通过所述弹性压合件(52)对所述琴键压脚(32)实施压合力。
8.根据权利要求1所述的弧形弯管纵缝激光焊接装置,其特征在于,所述弧形芯轴(2)与所述弧形压壳(31)两者为适配的为凸形圆弧状或凹形圆弧状。
9.根据权利要求1-8任一所述的弧形弯管纵缝激光焊接装置,其特征在于,还包括对中机构(6),所述对中机构(6)包括固定块(61)、连接杆(62)以及对中刀(63),所述固定块(61)固定于所述弧形压壳(31)的板面上,所述连接杆(62)的一端与所述固定块(61)滑动连接,所述对中刀(63)连接于所述连接杆(62)的另一端,所述对中刀(63)位于两排所述琴键压脚(32)的中间轴线上。
10.根据权利要求9所述的弧形弯管纵缝激光焊接装置,其特征在于,所述对中机构(6)为多组,多组所述对中机构(6)并排设置于一块所述弧形压壳(31)上。
技术总结
本技术涉及一种弧形弯管纵缝激光焊接装置,包括基座、弧形芯轴以及压紧机构;弧形芯轴的一端与基座连接,压紧机构包括弧形压壳、琴键压脚以及锁紧组件,多个琴键压脚并排连接于弧形压壳的边沿,两组弧形压壳以和弧形芯轴同向平行的方式固定于基座上,位于两组弧形压壳上的两排琴键压脚相对设置且设有焊接间隙,弧形芯轴位于两排琴键压脚下方,锁紧组件设置于两组弧形压壳的另一端;两排琴键压脚与弧形芯轴之间用于夹持待焊接的两个半边弧形弯管,锁紧组件用于两组弧形压壳以及弧形压壳与弧形芯轴的限位。本技术的装置能够贴合弧形弯管的纵缝曲线,在焊前装夹和焊接过程中提供变形抗力,有效降低焊接变形量,确保产品焊接精度。
技术研发人员:胡佩佩,张登明,曾敏,高建新,曾令彬
受保护的技术使用者:上海杭和智能科技有限公司
技术研发日:20230524
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!