一种管件端口加工用的夹持工装的制作方法
本技术涉及机加工工装,具体而言,涉及一种管件端口加工用的夹持工装。
背景技术:
1、管件在进行机加工中,常进行切割和钻孔等操作,在加工前,需要使用工装或夹具进行固定。
2、当管件的两端均需要进行加工时,如加工端口凸起耳朵、台阶或缺口,管件的一端完成加工后,管件未加工一端的待加工特征与已完成的管件端口特征之间有较高的周向角度差要求,而传统的管件工装常通过夹持施力在管件表面进行固定,管件两端特征之间的高精度的角度差难以保证,影响产品的加工合格率。
技术实现思路
1、本实用新型的目的在于提供一种管件端口加工用的夹持工装能够保证工件两端特征之间的角度差要求,保证产品加工合格率。
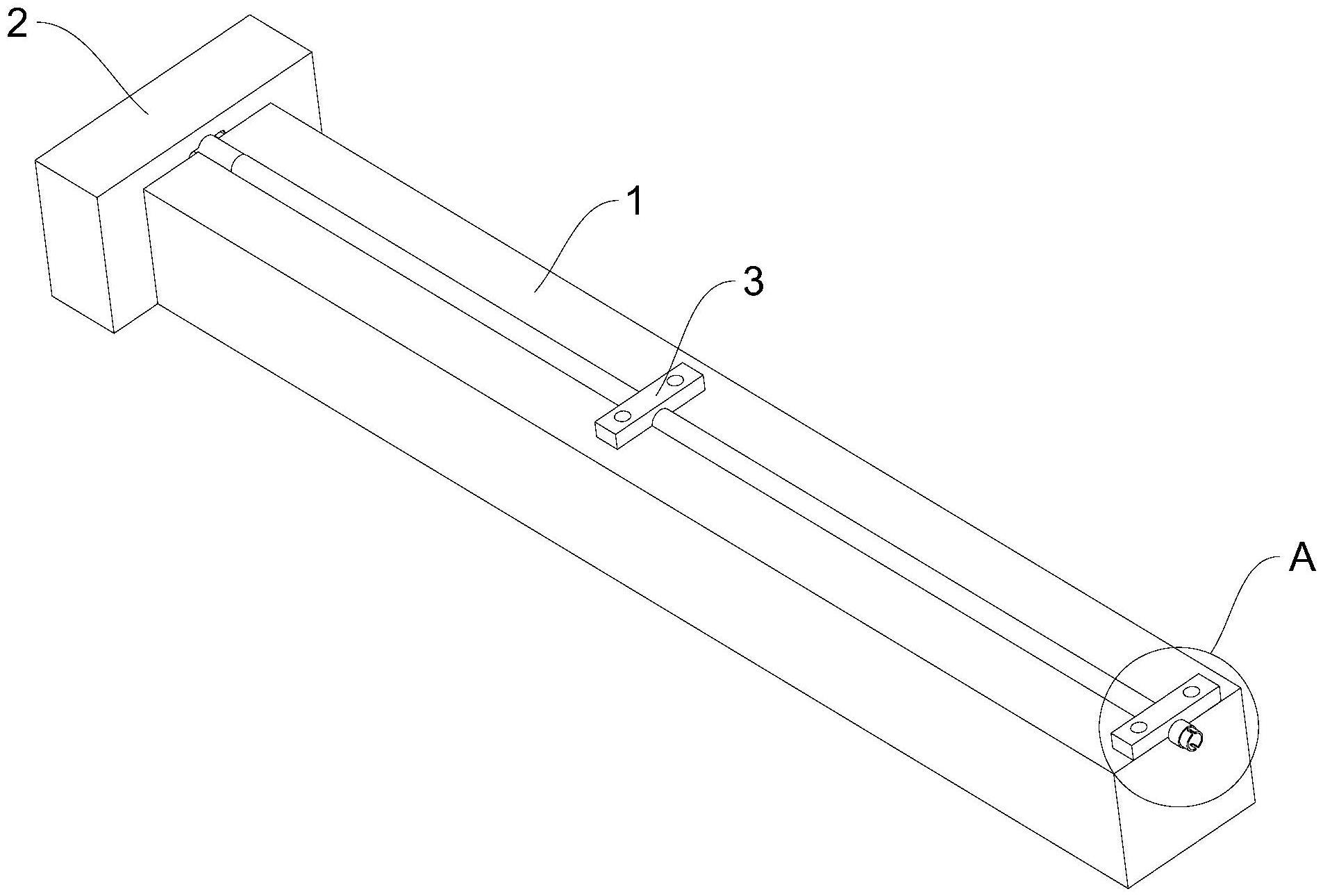
2、本实用新型的实施例通过以下技术方案实现:一种管件端口加工用的夹持工装,包括置料台,所述置料台上用于放置管件;压紧块,所述压紧块压于管件上方并与所述置料台拆卸式连接;侧定位块,所述侧定位块设于所述置料台一侧,且所述侧定位块开设有定位插槽口,所述定位插槽口包括防转锁口部和管端容纳部,使得管端的耳朵凸起卡入所述防转锁口部。
3、优选的,所述防转锁口部设有两组,且两防转锁口部对称设于所述管端容纳部的两侧边缘。
4、优选的,还包括避让口,所述避让口设于所述管端容纳部两侧,且所述避让口分别与所述防转锁口部相通,两所述避让口贯穿所述管端容纳部呈直线腰形槽结构。
5、优选的,所述置料台上设有与管件适配的安装凹槽,且所述安装凹槽的截面为半圆弧形。
6、优选的,所述侧定位块远离所述置料台的一侧表面开设有定位销孔和螺钉安装孔,所述侧定位块与所述置料台采用螺钉连接。
7、优选的,所述定位销孔及所述螺钉安装孔均设有两个。
8、本实用新型的实施例的技术方案至少具有如下优点和有益效果:本实用新型使用加工中心进行管件加工,将管件置于置料台上,并将完成加工的一端插入定位插槽口当中,管件两端的耳朵卡入防转锁口部中定位,再使用压紧块将管件压紧,管件端口的另一端伸出置料台,加工中心以进行端口加工,如加工缺口等,保证了工件两端之间的角度差要求和产品的加工合格率。
技术特征:
1.一种管件端口加工用的夹持工装,其特征在于:包括
2.根据权利要求1所述的管件端口加工用的夹持工装,其特征在于:所述防转锁口部(212)设有两组,且两防转锁口部(212)对称设于所述管端容纳部(211)的两侧边缘。
3.根据权利要求2所述的管件端口加工用的夹持工装,其特征在于:还包括避让口(213),所述避让口(213)设于所述管端容纳部(211)两侧,且所述避让口(213)分别与所述防转锁口部(212)相通。
4.根据权利要求3所述的管件端口加工用的夹持工装,其特征在于:两所述避让口(213)贯穿所述管端容纳部(211)呈直线腰形槽结构。
5.根据权利要求1所述的管件端口加工用的夹持工装,其特征在于:所述置料台(1)上设有与管件适配的安装凹槽(11),且所述安装凹槽(11)的截面为半圆弧形。
6.根据权利要求1所述的管件端口加工用的夹持工装,其特征在于:所述侧定位块(2)远离所述置料台(1)的一侧表面开设有定位销孔(22)和螺钉安装孔(23),所述侧定位块(2)与所述置料台(1)采用螺钉连接。
7.根据权利要求6所述的管件端口加工用的夹持工装,其特征在于:所述定位销孔(22)及所述螺钉安装孔(23)均设有两个。
技术总结
本技术涉及机加工工装技术领域,提供了一种管件端口加工用的夹持工装,包括置料台,所述置料台上用于放置管件;压紧块,所述压紧块压于管件上方并与所述置料台拆卸式连接;侧定位块,所述侧定位块设于所述置料台一侧,且所述侧定位块开设有定位插槽口,所述定位插槽口包括防转锁口部和管端容纳部,使得管端的耳朵凸起卡入所述防转锁口部。本技术保证了加工管件两端特征之间的周向角度差要求和产品加工合格率。
技术研发人员:鲍本东,鲍莉,卿乐超,冯中伟
受保护的技术使用者:成都一木乐业科技有限公司
技术研发日:20230526
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!