一种气动总成铆接夹具的制作方法
本技术涉及机械加工的,具体地说是一种气动总成铆接夹具,尤其涉及一种用于铆接设备的气动总成铆接夹具。
背景技术:
1、目前,铆接设备上使用的辅助夹具采用的结构,通常是夹具通过螺栓、压板连接来夹紧零件,因为零件的结构是千变万化的,因此这种夹紧方式操作比较复杂,会存在如下的问题:1、对于结构复杂的零件,装夹的时间会比较长,费时费力,生产效率较低;2、对于同一件零件,由于铆接位置要求不同,会重复换型造成定位精度较差;3、需要准备各种型号、尺寸的辅助夹具,设备利用率低,增加了生产的成本;4、由于定位精度差,造成铆接的质量不高。
2、因此,市场上急需要一种可以适用于各种零件的,并且快速夹紧和松开的铆接夹具,提升铆接质量。
技术实现思路
1、本实用新型的目的在于提供一种改进的气动总成铆接夹具,通过结构的改进,可以实现对零件的快速夹紧和松开,实现高效夹紧,提高生产效率。
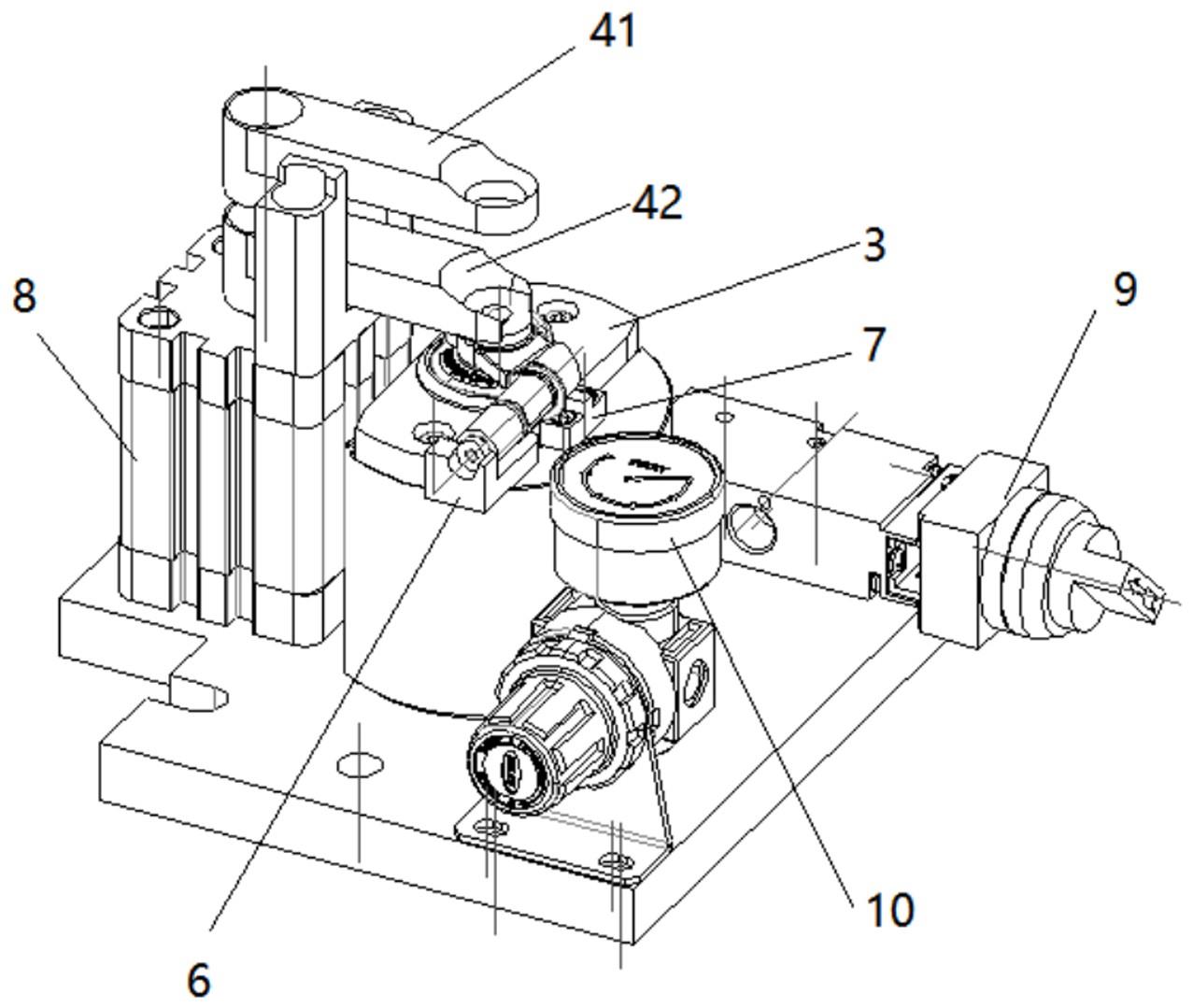
2、为了实现上述目的,本实用新型的技术方案是:一种气动总成铆接夹具,主要包括底座,其特征在于:铆接夹具包括气动模块和机械模块,机械模块包括支座,支座的顶部设有定位块,定位块的一侧设有一延伸的定位支臂,定位支臂与支座之间设有一防错块,防错块与定位块之间设有支撑块,机械模块还包括压杆构件和限位块;气动模块包括设在底座上的气动直线气缸、气动减压阀和手动气动开关;支座与气动直线气缸的顶部之间通过压杆构件相连。
3、优选的,压杆构件由上、下平行设置的备用压杆和使用压杆组成,备用压杆与使用压杆之间通过连接轴相连,备用压杆和使用压杆的一端分别设有一轴孔,所述的连接轴设置于轴孔内,用以连接上、下的备用压杆和使用压杆,备用压杆与使用压杆之间设有3-8cm的间距。
4、进一步,使用压杆的一端设有连接槽,连接槽内设有连接件,使用压杆通过连接件与支座相连;使用压杆的另一端通过螺栓与气动直线气缸相连。
5、进一步,定位支臂呈圆柱状,防错块表面设有一与定位支臂结构相配合的圆弧形凹槽。
6、更进一步,支撑块包括底板,底板的中部设有凸起的支撑立柱,支撑立柱的一侧设有与定位支臂配合的内凹圆弧面。
7、相对于现有技术,本实用新型的技术方案除了整体技术方案的改进,还包括很多细节方面的改进,具体而言,具有以下有益效果:
8、1、本实用新型所述的改进方案,铆接夹具包括气动模块和机械模块,机械模块包括支座,支座的顶部设有定位块,定位块的一侧设有一延伸的定位支臂,定位支臂与支座之间设有一防错块,防错块与定位块之间设有支撑块;气动模块包括设在底座上的气动直线气缸、气动减压阀和手动气动开关;支座与气动直线气缸的顶部之间通过压杆构件相连,可以实现快速换型、高精度重复定位与夹紧,从而大幅缩短了停机时间,提升铆接质量,增加效益;
9、2、本实用新型的技术方案的中,定位支臂呈圆柱状,防错块表面设有一与定位支臂结构相配合的圆弧形凹槽;支撑块包括底板,底板的中部设有凸起的支撑立柱,支撑立柱的一侧设有与定位支臂配合的内凹圆弧面,这里的机械模块精密度高,配合布局合理,可以实现零件的精确定位;
10、3、本实用新型的气动总成铆接夹具可以快速实现零件夹紧和松开,适用范围广,可以大幅减少装夹的时间,提高生产效率,便于推广和利用。
技术特征:
1.一种气动总成铆接夹具,主要包括底座,其特征在于:铆接夹具包括气动模块和机械模块,机械模块包括支座,支座的顶部设有定位块,定位块的一侧设有一延伸的定位支臂,定位支臂与支座之间设有一防错块,防错块与定位块之间设有支撑块,机械模块还包括压杆构件和限位块;气动模块包括设在底座上的气动直线气缸、气动减压阀和手动气动开关;支座与气动直线气缸的顶部之间通过压杆构件相连。
2.根据权利要求1所述的一种气动总成铆接夹具,其特征在于:压杆构件由上、下平行设置的备用压杆和使用压杆组成,备用压杆与使用压杆之间通过连接轴相连,备用压杆和使用压杆的一端分别设有一轴孔,所述的连接轴设置于轴孔内,用以连接上、下的备用压杆和使用压杆,备用压杆与使用压杆之间设有3-8cm的间距。
3.根据权利要求2所述的一种气动总成铆接夹具,其特征在于:使用压杆的一端设有连接槽,连接槽内设有连接件,使用压杆通过连接件与支座相连;使用压杆的另一端通过螺栓与气动直线气缸相连。
4.根据权利要求1所述的一种气动总成铆接夹具,其特征在于:定位支臂呈圆柱状,防错块表面设有一与定位支臂结构相配合的圆弧形凹槽。
5.根据权利要求1所述的一种气动总成铆接夹具,其特征在于:支撑块包括底板,底板的中部设有凸起的支撑立柱,支撑立柱的一侧设有与定位支臂配合的内凹圆弧面。
6.根据权利要求1所述的一种气动总成铆接夹具,其特征在于:底座上设有与气动减压阀、手动气动开关配合的固定孔,气动减压阀、手动气动开关通过设在固定孔内的螺栓与底板固定连接。
技术总结
本技术涉及一种气动总成铆接夹具,铆接夹具包括气动模块和机械模块,机械模块包括支座,支座的顶部设有定位块,定位块的一侧设有一延伸的定位支臂,定位支臂与支座之间设有一防错块,防错块与定位块之间设有支撑块,机械模块还包括压杆构件和限位块;气动模块包括设在底座上的气动直线气缸、气动减压阀和手动气动开关;支座与气动直线气缸的顶部之间通过压杆构件相连。使用时,支座与气动直线气缸的顶部之间通过压杆构件相连,可以实现快速换型、高精度重复定位与夹紧,从而大幅缩短了停机时间,提升铆接质量,增加效益。
技术研发人员:李仰林,柯胜茂
受保护的技术使用者:上海华培动力科技(集团)股份有限公司
技术研发日:20230526
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!