一种金属薄板冲折模具的制作方法
本技术涉及金属薄板加工,尤其涉及一种金属薄板冲折模具。
背景技术:
1、如图1所示,现有技术中存在一种金属薄板工件,包括平面段及分别设置在平面段两端的弧形段,其加工过程为先将长条金属薄板卷曲为圆弧状,再在圆弧状的工件上加工出平面段。
2、目前在圆弧状的长条金属薄板上加工平面段时通常在长条金属薄板的两侧分别放置两块平板,然后在平板上放置重物或使用固定夹使两个平板将长条金属薄板夹紧,通过两块平板对长条金属薄板产生的压力使长条金属板产生形变从而加工出平面段。由于将平板从长条金属薄板上取下后长条金属薄板会产生一定程度的回弹,导致工件上的平面段不平整,影响工件后期使用,因此现有的加工方式良品率不佳。
技术实现思路
1、针对现有技术中所存在的不足,本实用新型提供了一种金属薄板冲折模具,其解决了现有技术中存在的工件良品率不佳的问题。
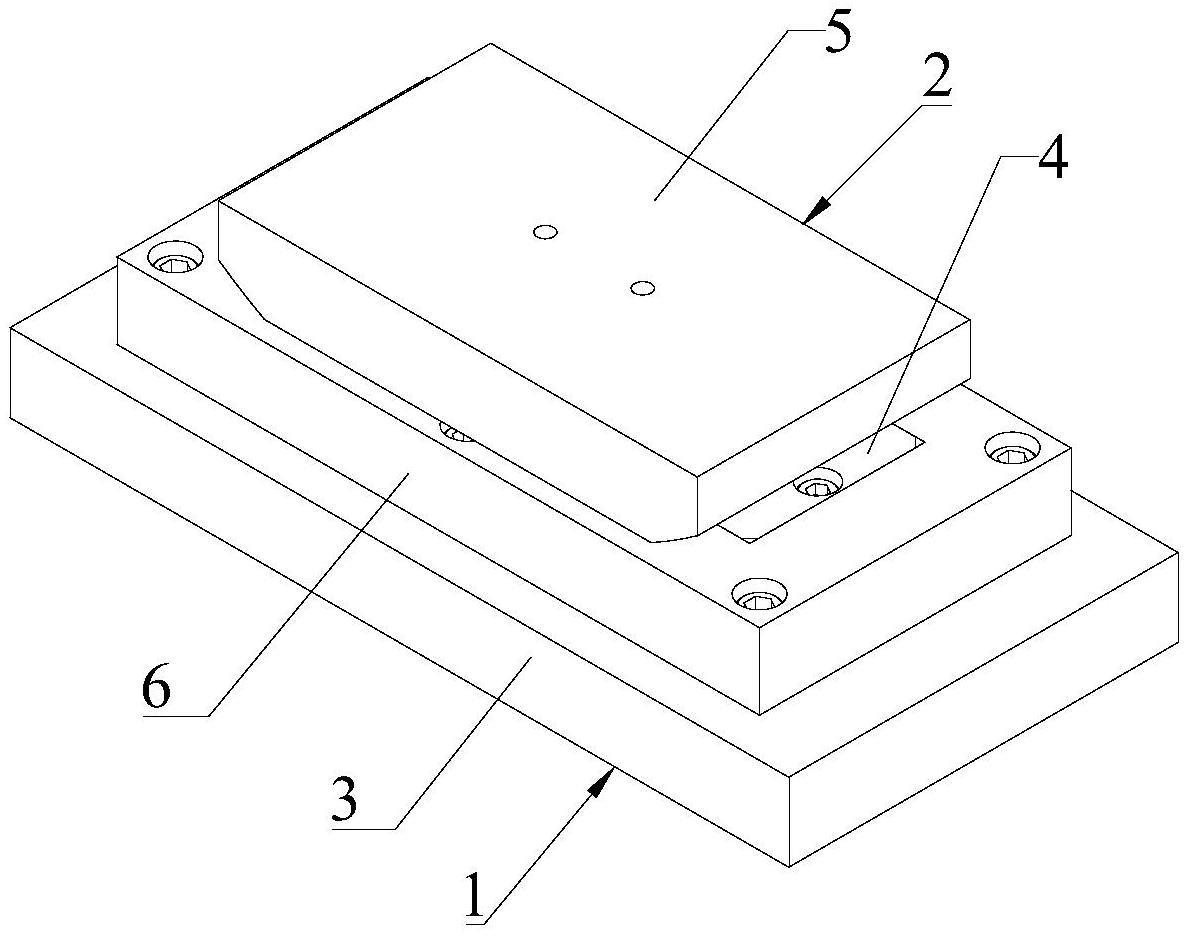
2、根据本实用新型的实施例,一种金属薄板冲折模具,包括下模及与下模相配合的上模,上模沿竖直方向可升降设置,下模包括底板及设置在底板上的凹模,凹模远离底板的一面设有第一成型面,第一成型面与底板之间的间距从中间向两边逐渐减小,第一成型面的两侧分别设有第一弧形面,第一弧形面与底板之间的间距沿远离第一成型面的方向逐渐增大,上模包括凸模,凸模靠近底板的一面设有第二成型面,第二成型面与底板的之间的间距从中间向两边逐渐减小且第二成型面与第一成型面平行,第二成型面的相对两侧分别设有第二弧形面,第二弧形面与底板之间的间距沿远离第二成型面的方向逐渐增大。
3、进一步的,所述底板上设有第一螺纹孔,所述凹模上设有贯穿所述凹模的第一通孔且所述第一通孔与所述第一螺纹孔同轴设置。
4、进一步的,所述下模上还设有限位板,所述限位板具有限位槽,所述凹模设置在所述限位槽内并与所述限位槽的内壁贴合。
5、进一步的,所述底板上设有第二螺纹孔,所述限位板上设有贯穿所述限位板的第二通孔且所述第二通孔与所述第二螺纹孔同轴设置。
6、进一步的,所述凸模的相对两侧分别设有避位槽,所述避位槽分别与所述限位板相配合。
7、进一步的,所述底板上设有定位柱且所述限位板上设有供所述定位柱穿过的过孔,所述凸模靠近所述底板的一面设有与所述定位柱相配合的定位孔。
8、进一步的,所述凹模上还设有定位针,所述定位针位于所述第一成型面上。
9、进一步的,所述凸模靠近所述底板的一面设有避位孔,所述避位孔与所述定位针同轴设置。
10、进一步的,所述第一弧形面与所述第一弧形面之间具有间隔,所述第一弧形面与所述第二弧形面之间的间隔沿远离所述第一成型面的方向逐渐增大。
11、相比于现有技术,本实用新型具有如下有益效果:通过采用了相配合的下模与上模在圆弧状的长条金属薄板上加工平面部,下模包括凹模,凹模具有第一成型面且第一成型面的两侧分别设有第一弧形面,上模包括凸模,凸模具有第二成型面且第二成型面的两侧分别设有第二弧形面,待加工的圆弧状长条金属板放置于凹模与凸模之间,凸模下压的过程中将部分长条金属薄板压紧在凹模上,此时第一成型面及第二成型面分别与长条金属薄板抵接使部分长条金属薄板产生形变,其余部分长条金属薄板从第一弧形面与第二弧形面之间伸出,第一成型面与底板之间的间距从中间向两边逐渐减小,第二成型面与底板的之间的间距从中间向两边逐渐减小且第二成型面与第一成型面平行,第一成型面与第二成型面将部分长条金属薄板压成具有一定的弧度的形状,且第一成型面与第二成型面之间的长条金属薄板的弯曲方向与受压前的弯曲方向相反,冲压完成后将凸模取下时受压的长条金属薄板会向受压前的弯曲方向回弹使部分长条金属薄板回弹后形成平面,从而在工件上加工出平整的平面段,其解决了工件良品率不佳的技术问题,产生了提高工件质量、确保金属薄板工件的平面段平整技术效果,有效降低工件不良率,并且操作方便、利于提升生产效率。
技术特征:
1.一种金属薄板冲折模具,包括下模及与下模相配合的上模,上模沿竖直方向可升降设置,其特征在于:下模包括底板及设置在底板上的凹模,凹模远离底板的一面设有第一成型面,第一成型面与底板之间的间距从中间向两边逐渐减小,第一成型面的两侧分别设有第一弧形面,第一弧形面与底板之间的间距沿远离第一成型面的方向逐渐增大,上模包括凸模,凸模靠近底板的一面设有第二成型面,第二成型面与底板的之间的间距从中间向两边逐渐减小且第二成型面与第一成型面平行,第二成型面的相对两侧分别设有第二弧形面,第二弧形面与底板之间的间距沿远离第二成型面的方向逐渐增大。
2.如权利要求1所述的一种金属薄板冲折模具,其特征在于:所述底板上设有第一螺纹孔,所述凹模上设有贯穿所述凹模的第一通孔且所述第一通孔与所述第一螺纹孔同轴设置。
3.如权利要求1所述的一种金属薄板冲折模具,其特征在于:所述下模上还设有限位板,所述限位板具有限位槽,所述凹模设置在所述限位槽内并与所述限位槽的内壁贴合。
4.如权利要求3所述的一种金属薄板冲折模具,其特征在于:所述底板上设有第二螺纹孔,所述限位板上设有贯穿所述限位板的第二通孔且所述第二通孔与所述第二螺纹孔同轴设置。
5.如权利要求3所述的一种金属薄板冲折模具,其特征在于:所述凸模的相对两侧分别设有避位槽,所述避位槽分别与所述限位板相配合。
6.如权利要求3所述的一种金属薄板冲折模具,其特征在于:所述底板上设有定位柱且所述限位板上设有供所述定位柱穿过的过孔,所述凸模靠近所述底板的一面设有与所述定位柱相配合的定位孔。
7.如权利要求1所述的一种金属薄板冲折模具,其特征在于:所述凹模上还设有定位针,所述定位针位于所述第一成型面上。
8.如权利要求7所述的一种金属薄板冲折模具,其特征在于:所述凸模靠近所述底板的一面设有避位孔,所述避位孔与所述定位针同轴设置。
9.如权利要求1所述的一种金属薄板冲折模具,其特征在于:所述第一弧形面与所述第一弧形面之间具有间隔,所述第一弧形面与所述第二弧形面之间的间隔沿远离所述第一成型面的方向逐渐增大。
技术总结
本技术提供了一种金属薄板冲折模具,包括下模及与下模相配合的上模,下模包括底板及凹模,凹模远离底板的一面设有第一成型面,第一成型面与底板之间的间距从中间向两边逐渐减小,第一成型面的两侧分别设有第一弧形面,上模包括凸模,凸模靠近底板的一面设有第二成型面,第二成型面与底板的之间的间距从中间向两边逐渐减小且第二成型面与第一成型面平行,第二成型面的相对两侧分别设有第二弧形面。本技术解决了工件良品率不佳的技术问题,产生了提高工件质量、确保金属薄板工件的平面段平整技术效果,有效降低工件不良率,并且操作方便、利于提升生产效率。
技术研发人员:熊爽,冯海东
受保护的技术使用者:宜昌市蓝德光电机械有限公司
技术研发日:20230524
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!