一种叉车侧移架焊接工装的制作方法
本技术涉及叉车零件加工的,尤其是涉及一种叉车侧移架焊接工装。
背景技术:
1、侧移架是安装在叉车中最常见的属具,作业操作时,可任意调节,便于货物的插取和堆垛,大大提高了叉车的灵活性和搬运效率,适用于叉车搬运和堆垛的各种工作场合。
2、如图1所示,侧移架主要包括两个横梁和两个侧梁8,为了增加稳定性,两个横梁分别为第一横梁6和第二横梁7,第二横梁7和两个侧梁8之间的焊接处拐角通常设有加固板9,第一横梁6上焊有两个卡槽块61,用于与叉车转动连接。在侧移架焊接过程中,第二横梁7、侧梁8和加固板9三者之间容易定位,而卡槽块61与第一横梁6的焊接位置难以快速确定,因此,通常先将第二横梁7、侧梁8和加固板9三者先单独完成焊接形成u形架,然后再将第一横梁6、卡槽块61焊接上去。
3、目前,叉车侧移架架体焊接的拼焊方法有划线拼焊和模板简易定位拼焊等。划线拼焊基本由人工进行划线,仅凭肉眼观看确定各待测部位是否放置于所划线的区域内,焊接完成一个部位之后,为保证焊接质量需再次检查校准下一待焊接部位的位置,较为费时费力,效率较低,且人工定位精度受到工人的专业素养、工作环境和劳动强度等因素的影响,导致质量不稳定。
4、模板简易定位拼焊存在类似问题,在进行焊接之前同样需要将待焊接部件整齐摆放在焊接木板上,之后同样需要人工确认待焊接部件的位置是否准确,待焊接部件之间的间隙是否均匀。
5、由于卡槽块61较小,此两种方法所采用的放置方式无法保证焊接的精确度,加之采用额外的工具进行夹持也不能保障焊接的精确度,因此,需要设计一种专用的工装进行定位。
技术实现思路
1、为了解决快速定位第一横梁与卡槽块之间的焊接位置的问题,本技术提供一种叉车侧移架焊接工装。
2、本实用新型上述技术问题通过下述技术方案实现:
3、一种叉车侧移架焊接工装,
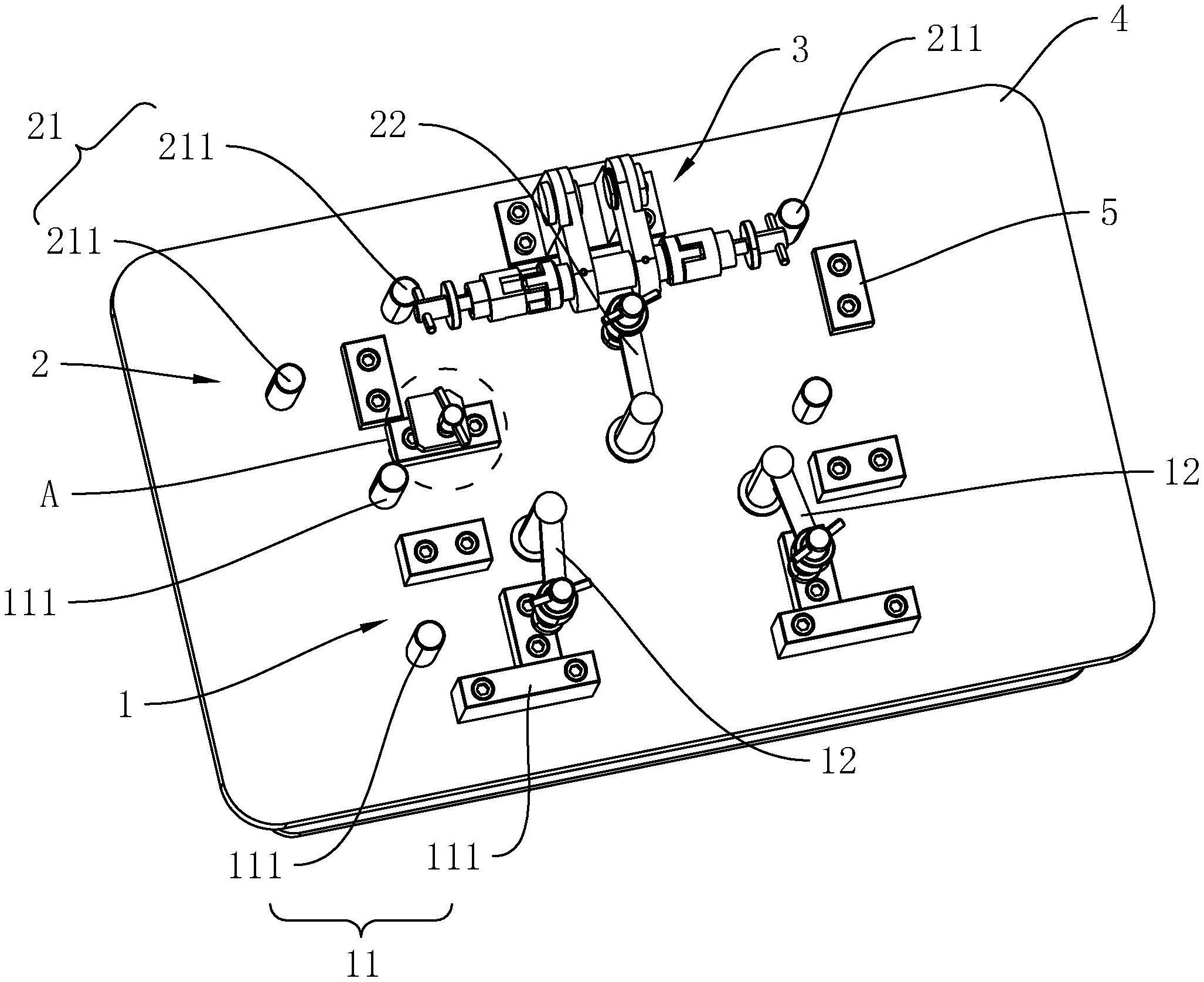
4、包括底座、用于定位u形架的第一定位组件、用于定位第一横梁的第二定位组件、以及用于定位卡槽块的第三定位组件,所述第一定位组件和第二定位组件安装于底座;
5、所述第三定位组件包括安装座、翻转件、卡槽块定位件和两卡槽块限位件,所述安装座与所述底座固定,所述翻转件的一端与所述安装座转动连接、另一端与所述卡槽块定位件固定,所述卡槽块限位件分别可拆卸安装于所述卡槽块定位件的两端,且所述卡槽块限位件与所述卡槽块定位件上设有相对的夹持面。
6、通过采用上述技术方案,通过第一定位组件和第二定位组件将卡槽块以外的结构进行固定,然后将卡槽块限位件拆卸下来后,将卡槽块放置在卡槽块定位件的端部或卡槽块限位件的端部,重新将卡槽块限位件安装至卡槽块定位件上,直至卡槽块限位件与所述卡槽块定位件将卡槽块夹紧,翻转翻转件使得卡槽块的焊接面与第一横梁的焊接面相抵触,即可实现第一横梁与卡槽块之间的焊接位置的快速定位,完成焊接后,将卡槽块限位件拆卸,并翻转翻转件,即可消除第三定位组件对侧移架的阻挡,此时将第一定位组件和第二定位组件解除定位即可取出侧移架。
7、优选的,所述第一定位组件包括第一定位结构和第一夹持结构,所述第一定位结构包括有多个安装于所述底座的第一定位件,所述第一夹持结构包括第一转轴和用于沿竖直方向固定u形架的第一压紧结构,所述第一转轴转动安装于所述底座,所述第一压紧结构安装于所述第一转轴上。
8、通过采用上述技术方案,通过多个安装于底座的第一定位件,对u形架所需放置的位置进行定位,通过第一转轴将第一压紧结构旋至不影响u形架放置的方向,将u形架摆放完成后,再通过第一转轴将第一压紧结构旋回至第二横梁上方,调节第一压紧结构与第二横梁之间的距离,直至第一压紧结构与安装于底座的第一定位件将u形架紧紧固定。
9、优选的,所述第一压紧结构包括第一连接臂、第一压杆和第一旋钮,所述第一连接臂的一端与所述第一转轴固定连接、另一端设有第一套环,所述第一压杆螺纹安装于所述第一套环中,所述第一旋钮固定设置于所述第一压杆的顶端。
10、通过采用上述技术方案,在放置u形架之前,通过转动第一转轴,带动第一压杆部分转向不影响u形架放置的方向。u形架放置完成之后,再通过第一转轴将第一压杆转回至u形架的第二横梁上方,通过第一旋钮下调第一压杆与第二横梁的距离,直至第一压杆压紧第二横梁,从而达到固定u形架的功能。
11、优选的,所述第一定位组件和第二定位组件均包括有支撑块,所述支撑块与所述底座螺栓连接固定。
12、通过采用上述技术方案,通过支撑块将待焊接侧移架进行托举,支撑块与第一夹持结构配合完成对待焊接侧移架的u形架的夹持。支撑块的主要特点是可根据侧移架不同尺寸和厚度更换不同高度的支撑块,从而更好地完成侧移架的焊接工作。
13、优选的,所述第二定位组件包括第二定位结构和第二夹持结构,所述第二定位结构包括有多个安装于所述底座的第二定位件,所述第二夹持结构包括第二转轴和用于沿竖直方向固定所述第一横梁的第二压紧结构,所述第二转轴转动安装于所述底座上,所述第二压紧结构安装于所述第二转轴。
14、通过采用上述技术方案,第一横梁放置之前,通过第二夹持结构的第二转轴将第二夹持结构的第二压紧结构旋至不影响第一横梁放置的方向,通过安装于底座的第二定位件确认待焊接的第一横梁放置的位置,调节第二压紧结构的与第一横梁之间的距离直至压紧第一横梁。
15、优选的,所述第二压紧结构包括第二连接臂、第二压杆和第二旋钮,所述第二连接臂的一端与所述第二转轴固定连接、另一端设有第二套环,所述第二压杆螺纹安装于所述第二套环中,所述第二旋钮固定设置于所述第二压杆的顶端。
16、通过采用上述技术方案,在放置第一横梁之前,通过转动转轴,带动第二压杆部分转向不影响第一横梁放置的方向。第一横梁放置完成之后,再通过第二转轴将第二压杆转回至第一横梁的上方,通过第二旋钮下调第二压杆与第一横梁的距离,直至第二压杆压紧第一横梁,从而达到固定第一横梁的功能。
17、优选的,所述第二定位结构还包括可调定位结构,所述可调定位结构包括定位座、偏心定位块和松紧螺栓,所述定位座固定于所述底座,所述偏心定位块上设置有安装孔,所述安装孔与所述偏心定位块各边之间的距离不等,所述松紧螺栓穿过所述安装孔与所述定位座螺纹连接。
18、通过采用上述技术方案,在第一横梁放置到焊接装置之前,由于安装孔到偏心定位块各边的距离不同,将偏心定位块调至不妨碍第一横梁放置的位置,待所有待焊接部件放置完成后,再次调节偏心定位块使得与第一横梁相接触,并通过松紧螺栓将偏心定位块固定在定位座上,通过与第二定位件共同作用,将第一横梁进行夹紧,使得在焊接过程中,第一横梁不会发生移位。由于安装孔与偏心定位块各边距离不等,可以对不同宽度的第一横梁实现夹紧,使得同一个焊接装置能够实现多种尺寸侧移架的焊接。
19、优选的,所述安装座与所述翻转件阻尼连接。
20、通过采用上述技术方案,使得翻转件抬起或放下时,不会摇晃掉下,增长翻转件使用寿命,同时避免因翻转件突然落下与第一横梁撞击而产生形变。
21、优选的,所述卡槽块定位件的两端滑移安装有调节件,所述调节件与所述卡槽块定位件的端部设置有相互配合的卡齿,所述卡齿的顶部设置有抵设面,所述夹持面设于所述调节件的靠近所述卡槽块限位件的一端,所述调节件的夹持面设有与所述卡槽块通孔配合的定位轴,所述定位轴的长度不大于所述卡齿的啮合深度。
22、通过采用上述技术方案,将卡槽块插设在定位轴上,然后安装卡槽块限位件,使卡槽块限位件和调节件完成卡槽块的夹持固定,其中,在夹持时,使调节件与卡槽块定位件的两卡齿分离使卡齿的抵设面接触,完成焊接后,转动调节件,使得卡齿啮合,实现定位轴与卡槽块的分离,此时将卡槽块限位件拆卸即可完成与卡槽块的分离。
23、综上所述,本实用新型与现有技术相比,具有如下的有点和有益效果:
24、1.通过第一定位组件、第二定位组件和第三定位组件相互作用,确定了并固定侧移架的具体待焊接位置。在焊接过程中,工人直接将待焊接部件放置在装置上,并将各待焊接部件进行固定,固定之后的待焊接部件的各待焊接部位即互相对准,无需人工校准焊接部位是否放置准确。本实用新型设计使得工人能够快速确认并固定待焊接部件,提高了工作速度,同时也提升了焊接工件质量。
25、2.本实用新型第一定位组件的卡槽块限位件的可拆卸设计,使得焊接完成的侧移架能够快速脱离焊接工装,减少侧移架拆离焊接装置的时间,同时第一定位组件的可翻转设计,使得第一横梁的安装更加方便,提升工作速度。
- 还没有人留言评论。精彩留言会获得点赞!