喷油嘴加工穿孔用夹具的制作方法
本申请涉及夹具的,尤其是涉及一种喷油嘴加工穿孔用夹具。
背景技术:
1、如图1所示喷油嘴6一类的小型不锈钢工件,中部具有直径为0.8mm的穿孔,在加工时,需要将其固定在夹具上,而后通过钻孔机进行钻孔。
2、现有技术中,用于夹持该类小型不锈钢工件的夹具,结构较为简单,在夹持时工件容易翘起,导致穿孔误差较大。
3、因此,为了提高产品质量,亟需开发一种夹持效果好、夹持效率高的夹具。
技术实现思路
1、本申请的目的在于提供一种喷油嘴加工穿孔用夹具,以解决上述背景技术中提出的问题。
2、为实现上述目的,本申请提供一种喷油嘴加工穿孔用夹具采用如下的技术方案:
3、一种喷油嘴加工穿孔用夹具,包括底板,所述底板上固定有工作台,所述工作台与所述底板之间形成有容置腔,所述工作台上设置有多个夹持定位机构;
4、所述夹持定位机构包括气缸、ok夹及定位组件,所述工作台上开设有用于安装ok夹的安装槽,所述安装槽两侧设有用于ok夹中夹紧块运动的导向槽,所述气缸设置在所述容置腔内,并竖直固定在所述工作台上,所述气缸用于驱动所述ok夹工作,所述定位组件安装在所述ok夹一侧的夹紧块上;
5、所述定位组件包括相互匹配的动凸台和静凸台,所述动凸台和静凸台表面均开设有夹持孔,所述动凸台固定在所述ok夹的夹紧块端部,所述静凸台固定在所述工作台上,并对应设置在所述导向槽端部。
6、优选的,所述工作台上对应所述夹持定位机构的位置设置有吹气组件,所述吹气组件包括固定在所述工作台上的吹气嘴,所述吹气嘴的出气口朝向定位组件设置。
7、通过采用上述技术方案,吹气嘴外接有气泵,吹气嘴的出气口朝向定位组件设置,在工件加工过程中,吹气嘴能够将加工废屑吹走。
8、优选的,为了方便于打穿孔,所述工作台对应所述定位组件的位置开设有贯穿工作台壁厚的让位孔。
9、优选的,为了方便于动凸台的安装,所述动凸台包括一体成型的凸台体和连接块,所述动凸台经连接块安装在所述ok夹一侧的夹紧块上。
10、综上所述,本申请包括以下至少一种有益技术效果:该喷油嘴加工穿孔用夹具夹持数量多,且夹持效果好,使用时,将工件沿着静凸台上的夹持孔插入,然后,气缸工作驱动ok夹工作,ok夹中的夹紧块带动动凸台往静凸台处靠近,动凸台和静凸台合体时,可以将工件平稳地夹紧,确保穿孔精度。
技术特征:
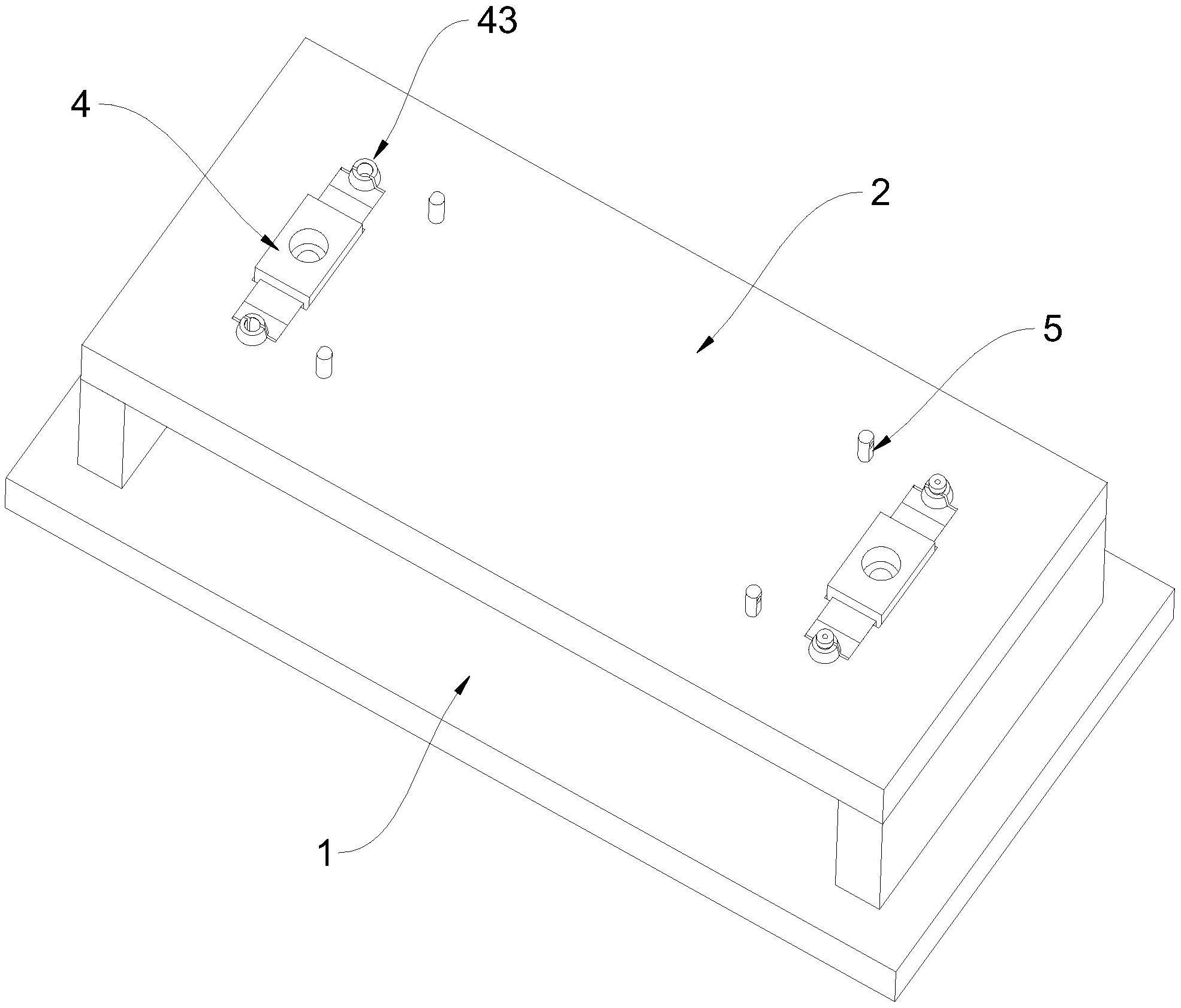
1.一种喷油嘴加工穿孔用夹具,其特征在于:包括底板(1),所述底板(1)上固定有工作台(2),所述工作台(2)与所述底板(1)之间形成有容置腔(3),所述工作台(2)上设置有多个夹持定位机构(4),
2.根据权利要求1所述的喷油嘴加工穿孔用夹具,其特征在于:所述工作台(2)上对应所述夹持定位机构(4)的位置设置有吹气组件,所述吹气组件包括固定在所述工作台(2)上的吹气嘴(5),所述吹气嘴(5)的出气口朝向定位组件(43)设置。
3.根据权利要求1所述的喷油嘴加工穿孔用夹具,其特征在于:所述工作台(2)对应所述定位组件(43)的位置开设有贯穿工作台(2)壁厚的让位孔。
4.根据权利要求1所述的喷油嘴加工穿孔用夹具,其特征在于:所述动凸台(431)包括一体成型的凸台体(4311)和连接块(4312),所述动凸台(431)经连接块(4312)安装在所述ok夹(42)一侧的夹紧块上。
技术总结
本申请涉及一种喷油嘴加工穿孔用夹具,属于夹具的技术领域,其包括底板,所述底板上固定有工作台,所述工作台与所述底板之间形成有容置腔,所述工作台上设置有多个夹持定位机构。本申请夹持数量多,且夹持效果好,使用时,将工件沿着静凸台上的夹持孔插入,然后,气缸工作驱动OK夹工作,OK夹中的夹紧块带动动凸台往静凸台处靠近,动凸台和静凸台合体时,可以将工件平稳地夹紧,确保穿孔精度。
技术研发人员:蒯庆东
受保护的技术使用者:常州快乐科技有限公司
技术研发日:20230530
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!