一种汽车装饰板加工设备的制作方法
本技术涉及汽车装饰板加工行业领域,特别涉及了一种汽车装饰板加工设备。
背景技术:
1、汽车装饰板通常包括内板、外板,内板和外板需要喷胶后粘接固定,然后在固定好的汽车装饰板上安装卡扣。
2、现有的关于汽车装饰板加工设备上,喷胶、安装卡扣动作通常设置为流水线,在内板和外板粘接固定时,需要设定一定的时间等待该结构固定好后才能进行安装卡扣动作,浪费时间和加工成本,且工作效率较低。
技术实现思路
1、本实用新型的目的在于提供一种汽车装饰板加工设备,旨在解决现有技术中浪费时间和加工成本、工作效率较低的问题。
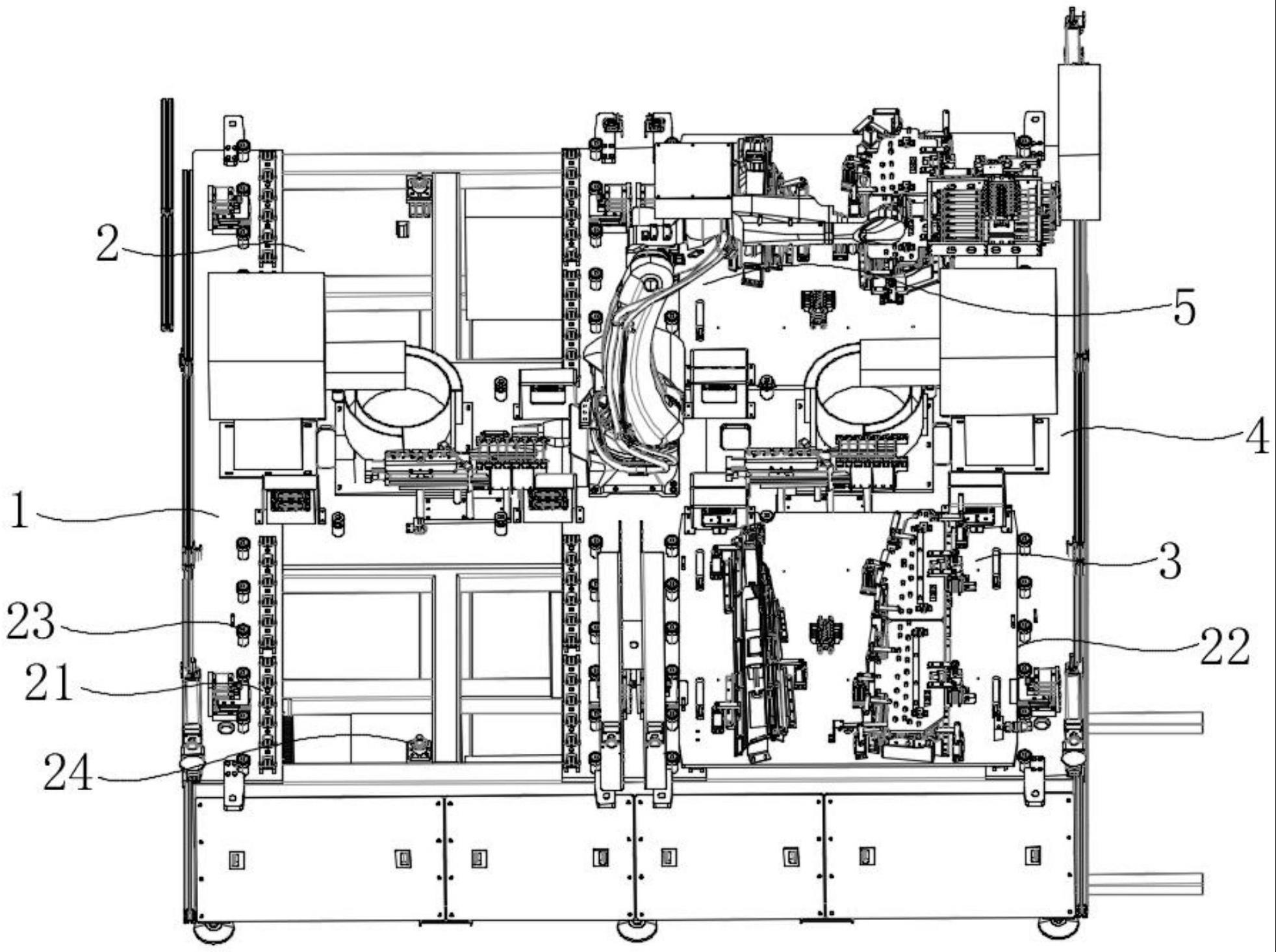
2、为了达到上述的目的,本实用新型提供了一种汽车装饰板加工设备,包括安装架,安装架上设置有若干加工工位、装配定位加工装置、卡扣上料装置、机器人转移卡扣装置;
3、装配定位加工装置用于对汽车装饰板进行定位固定,装配定位加工装置位于加工工位上;
4、卡扣上料装置用于上料卡扣并对卡扣进行排序;
5、机器人转移卡扣装置用于对汽车装饰板涂胶并用于将卡扣转移至装配定位加工装置上的汽车装饰板上;
6、卡扣通过卡扣上料装置进行排序,经机器人转移卡扣装置吸取卡扣并将卡扣转移至装配定位加工装置上的汽车装饰板上,机器人转移卡扣装置到达每个加工工位的距离相同。
7、优选的,安装架上位于加工工位处设置有滑动件、底板,装配定位加工装置位于底板上,底板与滑动件滑动连接,位于滑动件一侧设置有若干限位件,限位件与底板侧壁相互配合,安装架上设置有定位件,底板上设置有与定位件相互配合的定位导套。
8、优选的,底板朝向滑动件的一侧设置有与滑动件相对应的耐磨条,且底板上设置有加强件。
9、优选的,加工工位包括有四组,安装架设置为矩形结构,机器人转移卡扣装置位于安装架中心处,卡扣上料装置包括有两组,该两组卡扣上料装置分别位于机器人转移卡扣装置两侧。
10、优选的,装配定位加工装置包括第一定位机构、第二定位机构,第一定位机构包括定位模具、第一压紧缸、压板、第二压紧缸,压板上设置有加热件;
11、第一压紧缸的驱动端与汽车装饰板联动连接,压板覆盖定位模具,第二压紧缸与压板联动连接;压板一侧设置有翻转驱动件,翻转驱动件驱动压板转动,压板上设置有若干压块,压块与汽车装饰板相互贴合。
12、优选的,第二定位机构包括若干定位胎模,定位胎模一侧设置有第三压紧缸,第三压紧缸与定位胎模相互对应,定位胎模分布于汽车装饰板四周及中心位置
13、优选的,卡扣上料装置包括还包括卡扣排序模组、向卡扣排序模组提供卡扣的上料机构,上料机构包括放料器、震动上料盘,卡扣排序模组包括上料位、待转移位、在上料位与待转移位之间移动的存料件、驱动存料件移动的移动组件;
14、存料件上设置有若干存料槽,存料槽包括有用于上料的第一开口、用于转移卡扣的第二开口,待转移位上设置有防脱件,防脱件与第一开口相互平齐。
15、优选的,存料件包括安装部、凸起部,凸起部与安装部形成阶梯结构,安装部与移动组件联动连接,存料槽位于凸起部上,第一开口、第二开口分别位于凸起部上相邻的两侧,且防脱件与凸起部侧壁相互贴合;
16、凸起部朝向待转移位的一端设置有第一缓冲部,第一缓冲部的厚度小于凸起部的厚度,防脱件朝向凸起部的一端设置有第二缓冲部,第二缓冲部设置为沿远离凸起部方向倾斜的倾斜结构。
17、优选的,机器人转移卡扣装置包括卡扣抓取机构、转移机械臂,卡扣抓取机构与转移机械臂联动连接;
18、卡扣抓取机构包括安装框架、安装杆,安装框架上设置有多个供安装杆固定的安装位,安装杆与安装框架可拆卸连接,安装框架内设置有卡扣吸附部件,卡扣吸附部件与安装框架伸缩连接,安装框架侧壁设置有喷胶枪,喷胶枪与安装框架侧壁滑动连接。
19、优选的,卡扣吸附部件包括伸缩气缸、联动杆、气嘴,安装框架上设置有固定架,伸缩气缸与固定架固定连接,伸缩气缸的驱动端贯穿固定架,且伸缩气缸的驱动端与联动杆联动连接,气嘴位于联动杆上。
20、本实用新型所提供的一种汽车装饰板加工设备,实现汽车装饰板加工自动化,并且该装置能够同时加工多组汽车装饰板,能够节省人力和加工成本,使得该装置的工作效率更高,加工效果更好。
技术特征:
1.一种汽车装饰板加工设备,其特征在于:包括安装架,安装架上设置有若干加工工位、装配定位加工装置、卡扣上料装置、机器人转移卡扣装置;
2.根据权利要求1所述的一种汽车装饰板加工设备,其特征在于:安装架上位于加工工位处设置有滑动件、底板,装配定位加工装置位于底板上,底板与滑动件滑动连接,位于滑动件一侧设置有若干限位件,限位件与底板侧壁相互配合,安装架上设置有定位件,底板上设置有与定位件相互配合的定位导套。
3.根据权利要求2所述的一种汽车装饰板加工设备,其特征在于:底板朝向滑动件的一侧设置有与滑动件相对应的耐磨条,且底板上设置有加强件。
4.根据权利要求1所述的一种汽车装饰板加工设备,其特征在于:加工工位包括有四组,安装架设置为矩形结构,机器人转移卡扣装置位于安装架中心处,卡扣上料装置包括有两组,该两组卡扣上料装置分别位于机器人转移卡扣装置两侧。
5.根据权利要求1所述的一种汽车装饰板加工设备,其特征在于:装配定位加工装置包括第一定位机构、第二定位机构,第一定位机构包括定位模具、第一压紧缸、压板、第二压紧缸,压板上设置有加热件;
6.根据权利要求5所述的一种汽车装饰板加工设备,其特征在于:第二定位机构包括若干定位胎模,定位胎模一侧设置有第三压紧缸,第三压紧缸与定位胎模相互对应,定位胎模分布于汽车装饰板四周及中心位置。
7.根据权利要求1所述的一种汽车装饰板加工设备,其特征在于:卡扣上料装置包括还包括卡扣排序模组、向卡扣排序模组提供卡扣的上料机构,上料机构包括放料器、震动上料盘,卡扣排序模组包括上料位、待转移位、在上料位与待转移位之间移动的存料件、驱动存料件移动的移动组件;
8.根据权利要求7所述的一种汽车装饰板加工设备,其特征在于:存料件包括安装部、凸起部,凸起部与安装部形成阶梯结构,安装部与移动组件联动连接,存料槽位于凸起部上,第一开口、第二开口分别位于凸起部上相邻的两侧,且防脱件与凸起部侧壁相互贴合;
9.根据权利要求1所述的一种汽车装饰板加工设备,其特征在于:机器人转移卡扣装置包括卡扣抓取机构、转移机械臂,卡扣抓取机构与转移机械臂联动连接;
10.根据权利要求9所述的一种汽车装饰板加工设备,其特征在于:卡扣吸附部件包括伸缩气缸、联动杆、气嘴,安装框架上设置有固定架,伸缩气缸与固定架固定连接,伸缩气缸的驱动端贯穿固定架,且伸缩气缸的驱动端与联动杆联动连接,气嘴位于联动杆上。
技术总结
本技术涉及汽车装饰板加工领域,具体公开了一种汽车装饰板加工设备,安装架,安装架上设置有若干加工工位、装配定位加工装置、卡扣上料装置、机器人转移卡扣装置;装配定位加工装置用于对汽车装饰板进行定位固定;卡扣上料装置用于上料卡扣并对卡扣进行排序;机器人转移卡扣装置用于对汽车装饰板涂胶并用于将卡扣转移至装配定位加工装置上的汽车装饰板上;卡扣通过卡扣上料装置进行排序,经机器人转移卡扣装置吸取卡扣并将卡扣转移至装配定位加工装置上的汽车装饰板上,机器人转移卡扣装置到达每个加工工位的距离相同,该装置能够同时加工多组汽车装饰板,能够节省人力和加工成本,使得该装置的工作效率更高。
技术研发人员:张玉强,贾朋,桂永红
受保护的技术使用者:臻越智能装备(佛山)有限公司
技术研发日:20230531
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!