一种多型号烟框折叠门孔板的专用加工生产系统的制作方法
本技术涉及烟草机械,一种多型号烟框折叠门孔板的专用加工生产系统。
背景技术:
1、烟框是烟草存储领域必不可少的生产工具之一,烟框应用于烟草行业,是盛放原烟烟包的专用工具。现有原烟烟包多采用平地堆放,这是烟草行业多年来的一贯做法,而烟框可多层堆放,利用烟框堆放存放的原烟,较好的改善了通风条件,使烟叶、烟包不易产生霉变,不挤压出油,有效提高了存放质量;从物流上讲,利用烟框又便于搬运,物流运转顺畅,节省人员。因此烟框在烟叶工作站中的地位越来越重要,烟框的数量需求也显著提高。
2、现广泛使用的烟框,一般采用折叠板与底框之间滑动翻转连接实现折叠,使烟框在使用时,能达到长期存放原烟叶的目的;当烟框闲置时,使用人工对折叠板施加作用力,使侧折叠板进行折叠实现烟框的收放,减小烟框的存放空间。
3、在生产烟框的折叠板过程中,一般需要经过钢材放卷、板材冲孔、裁切等步骤,目前很多步骤均靠人工操作,人工操作费事费力,效率较低,存在较大的安全隐患;另外,生产工序不连续,中间环节多,不能快速生产,满足市场需求,而且烟框的正背面主板和两侧面侧板所需烟框折叠门板的型号尺寸和裁切要求有所不同,因此,为了提高制造效率,急需一种不仅能快速完成烟框折叠门板生产、还能适应不同型号不同尺寸折叠门板的生产设备。
技术实现思路
1、为了解决上述问题本实用新型提供一种可以快速完成多型号烟框折叠门板制造的专用加工生产系统。
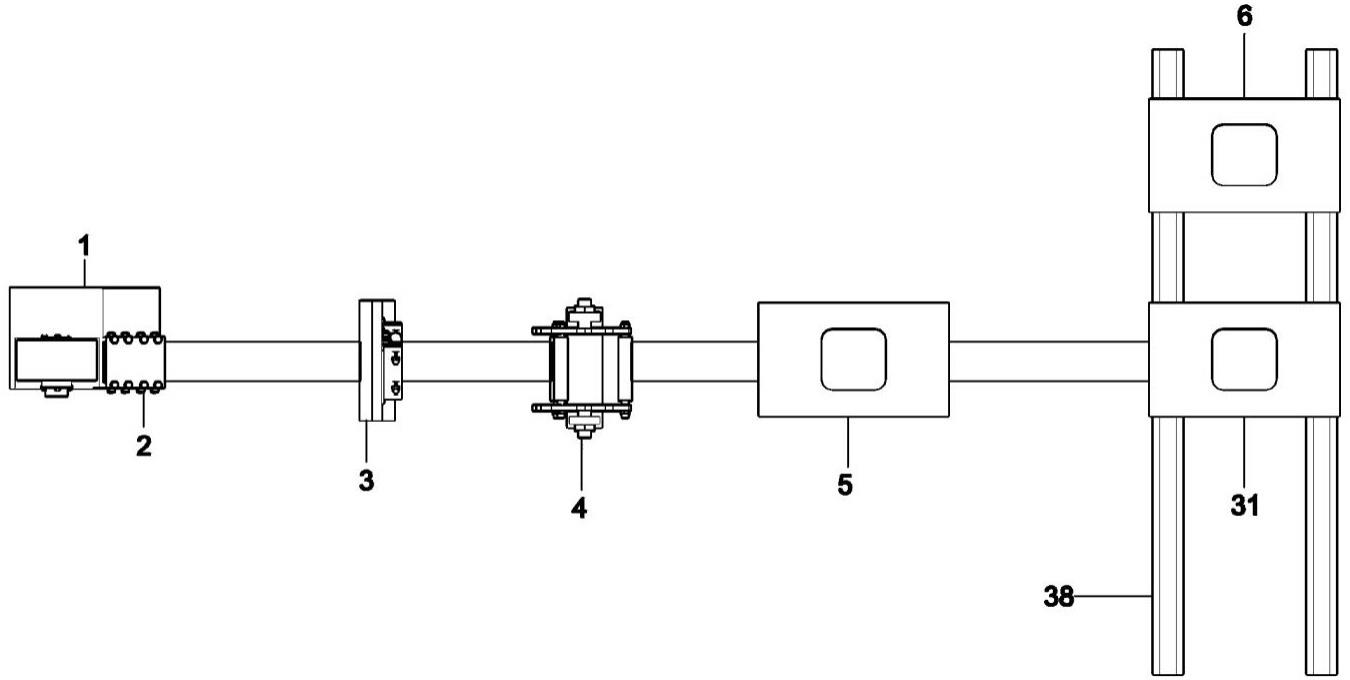
2、为达到上述目的,本实用新型采用如下技术方案:一种多型号烟框折叠门孔板的专用加工生产系统,包括放卷单元、应力消除单元和裁切冲孔单元,所述放卷单元包括放卷机柜和夹持机构,放卷机柜上安装有气胀式放卷轴和与放卷轴相配合使用放卷电机和气泵,所述夹持机构包括底板、顶板、上夹棍组和下夹棍组,所述顶板与底板的顶部可拆卸式安装,底板为匚“凹”型板,其与放卷座连接,且设置在放卷轴的出料端处。
3、所述底板的两侧板的下部相对开设有4-6个圆形安装孔,中上部相对开设有2-3个矩形孔,矩形孔的两侧边上开设有卡槽,各矩形孔内设有调节板,调节板的两边位于矩形孔的卡槽内,其端面上开设有安装孔,顶板与调节板顶部中点相对的位置开设有螺纹孔,螺纹孔内设有螺杆,螺杆的底部与调节板的顶部之间通过轴承连接,顶部安转有旋转钮。
4、所述下夹棍组通过底板两侧板下部的安装孔与底板之间活动连接,上夹棍组通过安装板上的安装孔与底板活动连接。
5、所述应力消除单元包括一号应力消除机构和二号应力消除机构,一号应力消除机构设置在夹持机构的出料端,包括支撑座、展平机构和限位机构,支撑座的底面安装有支腿,其端面中部倾斜开设有矩形槽,所述展品机构由展平辊和第一连接件组成,第一连接件为“l”型结构,其垂直端的端面上左右相对开设有两条滑槽,第一连接件的数量为两个,分别设置在矩形槽的上下两侧,并通过水平端与支撑座连接,展品棍的数量为两个,分别设置在矩形槽的两侧,各展平辊的两端分别通过调整螺栓与第一连接件上的滑槽连接;所述限位机构由第二连接件和限位辊组成,第二连接件的结构与第一连接件的结构相同,其大小为第一连接件的2-3倍,第二连接件分别设置在第一连接件的左右两侧,并与支撑座连接,所述限位辊的数量为两个,其两端分别通过调整螺栓与第二连接件上的滑槽连接。
6、所述二号应力消除机构设置在一号应力消除机构的出料端,包括支撑板、挤压棍和支撑辊,所述支撑板进料端的横截面大于出料端的横截面,支撑板的进料端横截面上开设有两条上下排列的弧形槽,出料端横截面处开设有安装孔,支撑板的数量为两块,且相对设置并通过连接杆固定连接,其底部还安装有支腿,所述挤压辊的数量为两个,分别通过调整螺栓与支撑板上的弧形槽连接,所述支撑辊的两端通过调整螺栓与支撑板出料端的安装孔连接。
7、所述裁切冲孔单元包括冲孔机构、裁切机构和滑行轨道,所述冲孔机构设置在二号夹持机构的出料端,包括冲孔车床、冲孔底座、冲孔液压缸、上模安装板和废料回收槽,冲孔底座安装在冲孔车床上,其上安装有冲孔下模,所述上模安装板位于冲孔底座的上方,其底部安装有冲孔上模,上模安装板和冲孔底座之间设置导向柱,导向柱分别安装在四个角落,并且每个导向柱上均套有弹簧,辅助冲孔上模和冲孔下模分离;所述冲孔下模整体开设与冲孔上模凸出部相匹配的通孔;所述底座中空,并与冲孔车床内的废料回收槽相连通,被冲孔上模和冲孔下模配合冲切掉的废料汇集到废料回收槽中进行收集,所述冲孔液压缸通过安装支架与冲孔车床连接且位于上模安装板上方,冲压液压杆的伸缩端与上模安装板连接。
8、所述滑行轨道组设置在冲孔机构的出料端,其底面与安装地面固定安装,滑行轨道组的侧边上还开设有定位孔。
9、所述裁切机构由烟框主板裁切装置和烟框侧板裁切装置,所述烟框主板裁切装置包括,包括裁切工作台、裁切底座、裁切液压缸、裁切安装板和裁切上模和裁切下模,各部件之间的安装方式和冲孔机构各部件之间的安装方式相同,裁切上模和裁切下模出料端口之间形成切断口,且裁切上模的进料端和出料端之间的端面上还设有加强筋加压凸块,裁切工作台的底面四个内角处安装有支杆,支杆的底部装有滑轮,并通过此滑轮与滑行轨道之间滑动连接,且每个支杆的侧边上安装有定位部件,所述定位部件包括定位杆和定位螺栓,定位杆为倒置“l”型结构,定位杆的水平端与支杆下部固定,其垂直端面上开设有螺纹孔,且螺纹孔的水平位置与滑行轨道组上的定位孔处于同一水平面,且开孔大小相同,螺纹孔内设有定位螺杆,定位螺杆与滑行轨道组上的定位孔相配合使裁切工作台与滑行轨道组之间锁紧。
10、所述烟框侧板裁切装置的结构、安装方式和与滑行轨道组间的连接方式与烟框主板裁切装置相同,区别在于所述烟框侧板裁切装置的进料端口处的裁切上模安装有倒角切割刀,与其相对裁切下模处与裁切上模刀体处相匹配的通槽。
11、作为本案的优化方案,所述冲孔机构和裁切机构之间设有打磨机构。
12、进一步的,所述打磨机构包括打磨台、打磨电机、升降气缸,打磨台设置在冲孔机构的出料端,打磨台的进料端和出料端之间的端面上开设有废屑槽,废屑槽的槽边上方安装有限位板,所述升降气缸通过安装支架安装在打磨台上方,升降气缸的伸缩端与打磨台相对,其伸缩端上安装有升降板,所述打磨电机的数量为若干个,每个打磨电机的输出轴固定安装有打磨棒。
13、更进一步的,所述打磨台的废屑槽内设有废屑抽吸罩,废屑抽吸罩内还设有过滤废屑的废屑滤袋,打磨台下部设有与废屑抽吸罩管路连通的气泵。
14、有益效果:①.本实用新型通过设置放卷单元、应力消除单元和裁切冲孔单元结合使用,使得钢板一次加工即可成为待用的烟框折叠门板,极大的减少人工参与程度,提高了生产效率,消除了安全隐患;另外,还使得生产工序连续性强,减少中间环节,减少生产过程中的不可控因素,稳定产品质量。
15、②.通过设置烟框主板裁切装置和烟框侧板裁切装置,在生产时可根据烟框主板和侧板的生产需求快速调整裁切方式,无需换机,即可在一套生产系统内完成不同尺寸的烟框折叠门板生产,极大提高了生产效率。
16、③.通过设置打磨机构,可以对冲孔后产生的毛刺、毛边进行去除打磨,降低了工人劳动强度的同时,提高了生产效率;生产的产品质量高,不良产品少,可大批量生产;减少了人为去毛边对产品的损害。
- 还没有人留言评论。精彩留言会获得点赞!