应用于曲面天线反射器数控加工的真空吸盘夹具的制作方法
本技术涉及数控加工设备,具体地,涉及一种应用于曲面天线反射器数控加工的真空吸盘夹具。
背景技术:
1、在机械加工领域在对航天产品的加工中,对零件的重量要求越来越轻,相应的板类零件壁厚也越来越薄,用传统的夹、压等方法,不但装夹定位时间长,而且容易引起工件变形,很难满足加工和使用要求,并且在小批量的情况下,相同工件在小批次加工时,需耗费较多的时间来寻找加工中心的装夹定位,严重影响了产品质量和生产加工效率。特别是对于卫星产品的曲面天线反射器,在机械加工中,由于其型面为曲面,待加工的面板较薄(以某型号天线反射器为例,其曲率约1/2000,反射面板厚度约1.0mm-2.5mm),使得装夹时,曲面产品容易产生晃动,难以保证定位准确,以及反射面板受力不均,机械加工中应力变形较大,面形精度不能稳定控制和效率低的问题。
技术实现思路
1、针对现有技术中的缺陷,本实用新型的目的是提供一种应用于曲面天线反射器数控加工的真空吸盘夹具。
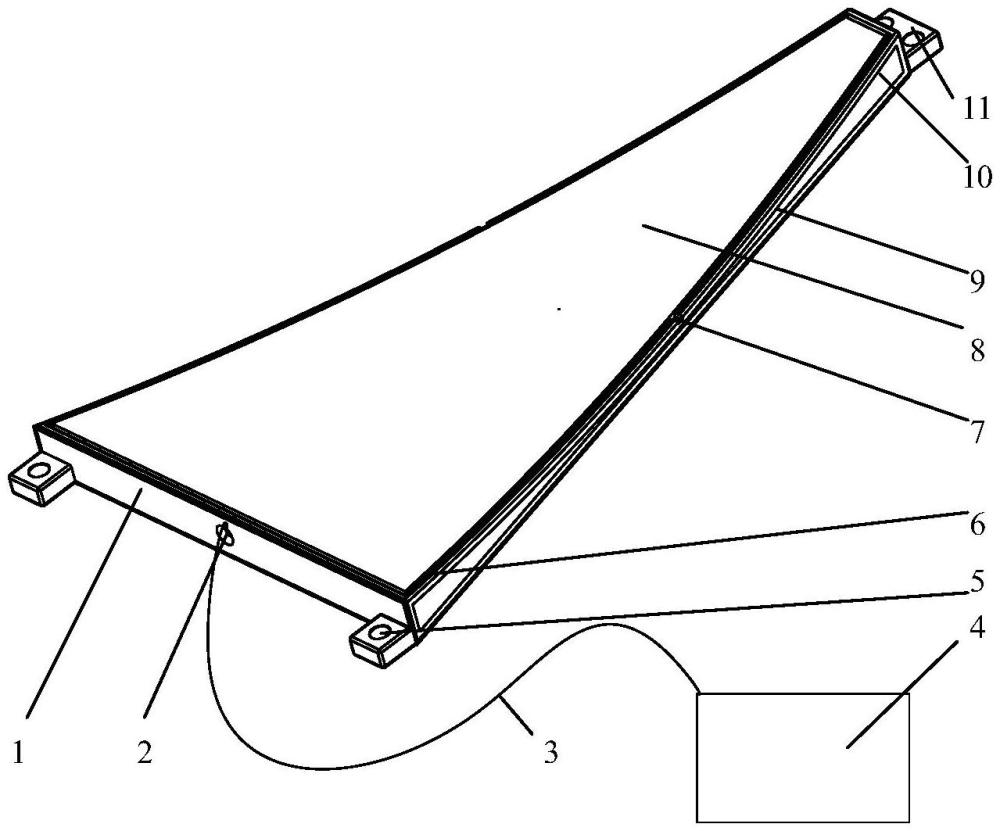
2、根据本实用新型提供的应用于曲面天线反射器数控加工的真空吸盘夹具,包括真空吸盘夹具本体、气管以及真空发生器,所述真空吸盘夹具本体的内部为空腔结构,所述空腔结构通过气管连通真空发生器;
3、所述真空吸盘夹具本体包括底板、上板以及侧板,所述底板、上板以及侧板相互合围形成空腔结构,所述侧板上开设有圆形通孔,所述气管通过圆形通孔连通所述空腔结构;
4、所述上板的上表面设置有圆形通气孔,所述圆形通气孔与所述空腔结构连通,待夹持工件通过所述圆形通气孔吸附于所述上板上。
5、优选地,所述侧板包括上侧板、下侧板、左侧板以及右侧板,所述上侧板与下侧板分别连接底板的上下两端;
6、所述空腔结构内设置有真空管路,所述真空管路的一端位于所述空腔结构的内部,真空管路的另一端连接所述下侧板上所具有的圆形通孔,并通过所述圆形通孔与所述气管连通。
7、优选地,所述真空管路为直管结构,并垂直设置于所述下侧板的中点处。
8、优选地,所述上板的上表面朝向底板方向凹陷,形成凹槽,所述凹槽的底部向外凸起,形成凸块;
9、所述圆形通气孔位于所述凹槽的底部,当待夹持工件吸附于上板上时,所述待夹持工件的表面同时与所述上板的边沿与所述凸块紧贴,所述上板的曲率与所述工件的曲率匹配。
10、优选地,所述上板的边沿上沿周向开设有矩形框状镶嵌槽,所述矩形框状镶嵌槽的内部设置有密封条。
11、优选地,所述凸块包括多个矩形的凸块,多个矩形凸块呈阵列式分布在所述凹槽中。
12、优选地,所述圆形通气孔为多个,多个圆形通气孔均匀分布在所述凹槽底部。
13、优选地,所述底板的上下两端均设置有吊装凸台,所述吊装凸台上开设有螺纹孔。
14、优选地,所述上板的边沿的两侧上均开设有排水槽。
15、优选地,所述矩形框状镶嵌槽的边沿处设置有密封槽倒角。
16、与现有技术相比,本实用新型具有如下的有益效果:
17、本实用新型结构简单,操作方便,采用真空吸盘夹具本体、气管及真空发生器配合使用的技术手段,克服了曲面天线反射器装夹时操作不方便的缺点,便于操作,减少装夹时间,提高了加工精度,可满足批量工件的装夹需求。
技术特征:
1.一种应用于曲面天线反射器数控加工的真空吸盘夹具,其特征在于,包括真空吸盘夹具本体(1)、气管(3)以及真空发生器(4),所述真空吸盘夹具本体(1)的内部为空腔结构,所述空腔结构通过气管(3)连通真空发生器(4);
2.根据权利要求1所述的应用于曲面天线反射器数控加工的真空吸盘夹具,其特征在于,所述侧板(10)包括上侧板、下侧板、左侧板以及右侧板,所述上侧板与下侧板分别连接底板(18)的上下两端;
3.根据权利要求2所述的应用于曲面天线反射器数控加工的真空吸盘夹具,其特征在于,所述真空管路(17)为直管结构,并垂直设置于所述下侧板的中点处。
4.根据权利要求1所述的应用于曲面天线反射器数控加工的真空吸盘夹具,其特征在于,所述上板(16)的上表面朝向底板(18)方向凹陷,形成凹槽(15),所述凹槽(15)的底部向外凸起,形成凸块(19);
5.根据权利要求4所述的应用于曲面天线反射器数控加工的真空吸盘夹具,其特征在于,所述上板(16)的边沿上沿周向开设有矩形框状镶嵌槽(12),所述矩形框状镶嵌槽(12)的内部设置有密封条(6)。
6.根据权利要求4所述的应用于曲面天线反射器数控加工的真空吸盘夹具,其特征在于,所述凸块(19)包括多个矩形的凸块(19),多个矩形凸块(19)呈阵列式分布在所述凹槽(15)中。
7.根据权利要求4所述的应用于曲面天线反射器数控加工的真空吸盘夹具,其特征在于,所述圆形通气孔(13)为多个,多个圆形通气孔(13)均匀分布在所述凹槽(15)底部。
8.根据权利要求1所述的应用于曲面天线反射器数控加工的真空吸盘夹具,其特征在于,所述底板(18)的上下两端均设置有吊装凸台(11),所述吊装凸台(11)上开设有螺纹孔(5)。
9.根据权利要求4所述的应用于曲面天线反射器数控加工的真空吸盘夹具,其特征在于,所述上板(16)的边沿的两侧上均开设有排水槽(7)。
10.根据权利要求5所述的应用于曲面天线反射器数控加工的真空吸盘夹具,其特征在于,所述矩形框状镶嵌槽(12)的边沿处设置有密封槽倒角(14)。
技术总结
本技术提供了一种应用于曲面天线反射器数控加工的真空吸盘夹具,包括真空吸盘夹具本体、气管以及真空发生器,真空吸盘夹具本体的内部为空腔结构,空腔结构通过气管连通真空发生器;真空吸盘夹具本体包括底板、上板以及侧板,底板、上板以及侧板相互合围形成空腔结构,侧板上开设有圆形通孔,气管通过圆形通孔连通空腔结构;上板的上表面设置有圆形通气孔,圆形通气孔与空腔结构连通,待夹持工件通过圆形通气孔吸附于上板上。本技术通过真空吸盘夹具本体、气管及真空发生器配合使用,克服了曲面天线反射器装夹时操作不方便的缺点,便于操作、减少装夹时间,提高了加工精度,可满足批量工件的装夹需求。
技术研发人员:李晟超,庄纯,唐靳梅,鞠博文,郝旭峰,陈军,计夏军,王佳民,陈跃进
受保护的技术使用者:上海复合材料科技有限公司
技术研发日:20230601
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!