一种船用发动机机架道门配焊工装的制作方法
本技术涉及发动机,尤其是一种船用发动机机架道门配焊工装。
背景技术:
1、在发动机机架结构中,机架道门是机架的重要组成部分,道门是在船用发动机台架试验,船舶坞修以及日常主机保养维护过程中,检查曲轴箱,轴瓦,曲轴等运动部件的重要通道。
2、一般来说,船用发动机的道门由5~12件组成,它取决于发动机的气缸数,道门的固定件包含门框,螺纹管接头,合页等零件组焊形成,每个道门的组焊零件接近20件,若是6缸径的发动机,则数量达到84件,甚至数百件,传统的组焊方式是通过划线来定位焊接,并且容易出现划线错误,导致阻焊误差大,返修率高,影响发动机机架道门的生产制造。
技术实现思路
1、针对现有技术存在的不足,本实用新型的目的是提供一种船用发动机机架道门配焊工装,可以实现快速定位组装机架道门周侧的活动螺纹套、固定螺纹套和活页等零件,定位准确,提高了组装效率和准确率,发动机机架道门数百件小件可以精确高效的完成配焊,避免了传统的手工划线定位步骤,并且避免了因为微小尺寸组织错误和误差等因素造成的返修和质量问题。
2、为了实现上述目的,本实用新型是通过如下的技术方案来实现:
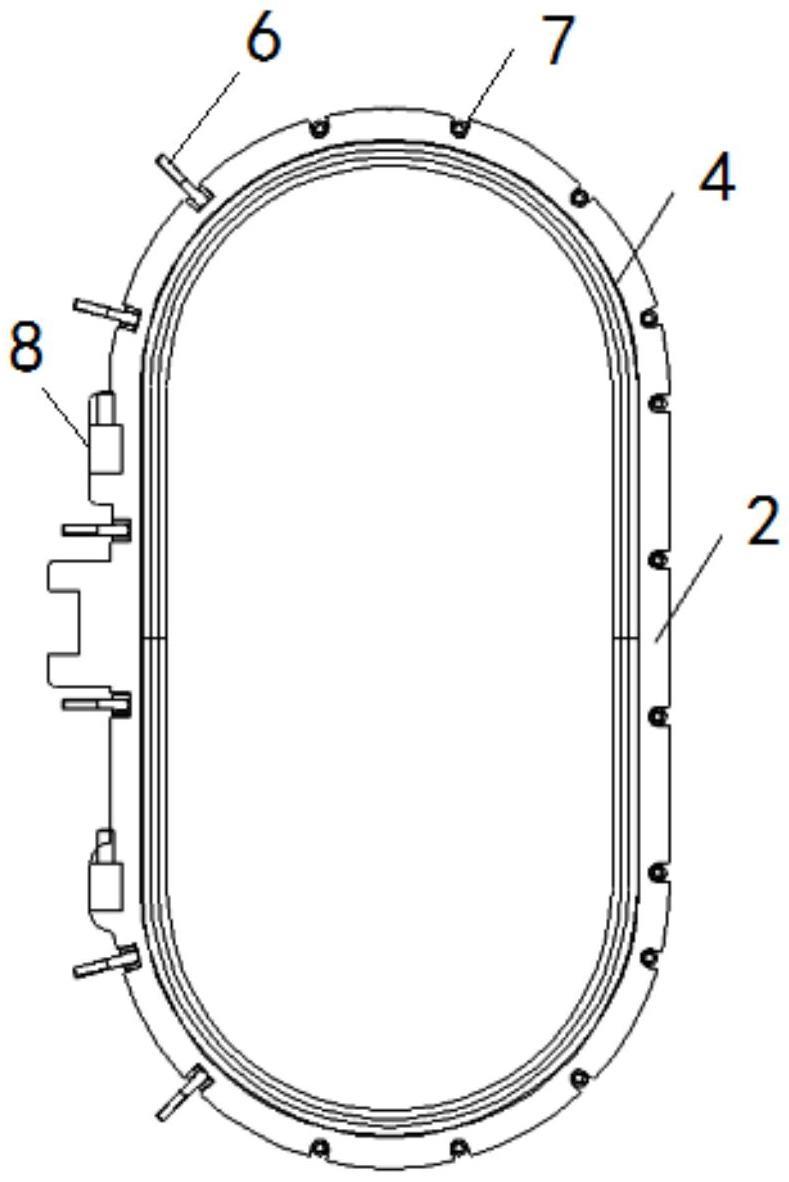
3、一种船用发动机机架道门配焊工装,包括定位工装和机架道门框,定位工装用于套接在机架道门框外侧,机架道门框用于与机架道门内壁面贴合以保持定位工装位置,定位工装周侧设置活动螺纹套定位槽、固定螺纹套定位槽和活页定位槽,活动螺纹套定位槽、固定螺纹套定位槽和活页定位槽在定位工装上的位置与机架道门周侧零件所需安装的位置对应设置。
4、作为进一步的实现方式,所述定位工装形状与机架道门形状适配。
5、作为进一步的实现方式,所述机架道门框为长圆形。
6、作为进一步的实现方式,所述定位工装的内侧为内框,内框尺寸大于机架道门框,内框与机架道门框形状相同,用于套接在机架道门框外侧。
7、作为进一步的实现方式,所述机架道门框的厚度大于定位工装厚度。
8、作为进一步的实现方式,所述定位工装的一侧边设置两个活页定位槽,活页定位槽包括第一活页定位槽和第二活页定位槽,两个活页定位槽间隔设定距离。
9、作为进一步的实现方式,两个活页定位槽两侧均设置两个活动螺纹套定位槽,两个活动螺纹套定位槽之间间隔设定距离。
10、作为进一步的实现方式,两个活页定位槽之间也设置两个活动螺纹套定位槽,两个活动螺纹套定位槽之间隔设定距离。
11、作为进一步的实现方式,所述定位工装的另一侧边设置多个固定螺纹套定位槽,固定螺纹套定位槽在定位工装上环形布置,并给位置与机架道门周侧固定螺纹套所需安装的位置对应设置。
12、作为进一步的实现方式,所述机架道门框外侧面固定有隔板,隔板与机架道门框外侧面垂直设置。
13、上述本实用新型的有益效果如下:
14、1.本实用新型通过定位工装上对应的活动螺纹套定位槽、固定螺纹套定位槽和活页定位槽的设置,可以实现快速定位组装机架道门周侧的活动螺纹套、固定螺纹套和活页等零件,定位准确,提高了组装效率和准确率,发动机机架道门数百件小件可以精确高效的完成配焊,避免了传统的手工划线定位步骤,并且避免了因为微小尺寸组织错误和误差等因素造成的返修和质量问题。
15、2.本实用新型隔板的设置,具有分隔机架道门与定位工装的作用,保证定位工装的稳定性。
技术特征:
1.一种船用发动机机架道门配焊工装,其特征在于,包括定位工装和机架道门框,定位工装用于套接在机架道门框外侧,机架道门框用于与机架道门内壁面贴合以保持定位工装位置,定位工装周侧设置活动螺纹套定位槽、固定螺纹套定位槽和活页定位槽,活动螺纹套定位槽、固定螺纹套定位槽和活页定位槽在定位工装上的位置与机架道门周侧零件所需安装的位置对应设置。
2.根据权利要求1所述的一种船用发动机机架道门配焊工装,其特征在于,所述定位工装形状与机架道门形状适配。
3.根据权利要求1所述的一种船用发动机机架道门配焊工装,其特征在于,所述机架道门框为长圆形。
4.根据权利要求3所述的一种船用发动机机架道门配焊工装,其特征在于,所述定位工装的内侧为内框,内框尺寸大于机架道门框,内框与机架道门框形状相同,用于套接在机架道门框外侧。
5.根据权利要求1所述的一种船用发动机机架道门配焊工装,其特征在于,所述机架道门框的厚度大于定位工装厚度。
6.根据权利要求1所述的一种船用发动机机架道门配焊工装,其特征在于,所述定位工装的一侧边设置两个活页定位槽,活页定位槽包括第一活页定位槽和第二活页定位槽,两个活页定位槽间隔设定距离。
7.根据权利要求6所述的一种船用发动机机架道门配焊工装,其特征在于,两个活页定位槽两侧均设置两个活动螺纹套定位槽,两个活动螺纹套定位槽之间间隔设定距离。
8.根据权利要求7所述的一种船用发动机机架道门配焊工装,其特征在于,两个活页定位槽之间也设置两个活动螺纹套定位槽,两个活动螺纹套定位槽之间隔设定距离。
9.根据权利要求8所述的一种船用发动机机架道门配焊工装,其特征在于,所述定位工装的另一侧边设置多个固定螺纹套定位槽,固定螺纹套定位槽在定位工装上环形布置,并给位置与机架道门周侧固定螺纹套所需安装的位置对应设置。
10.根据权利要求5所述的一种船用发动机机架道门配焊工装,其特征在于,所述机架道门框外侧面固定有隔板,隔板与机架道门框外侧面垂直设置。
技术总结
本技术公开了一种船用发动机机架道门配焊工装,涉及发动机技术领域,包括定位工装和机架道门框,定位工装用于套接在机架道门框外侧,机架道门框用于与机架道门内壁面贴合以保持定位工装位置,定位工装周侧设置活动螺纹套定位槽、固定螺纹套定位槽和活页定位槽,活动螺纹套定位槽、固定螺纹套定位槽和活页定位槽在定位工装上的位置与机架道门周侧零件所需安装的位置对应设置;可以实现快速定位组装机架道门周侧的活动螺纹套、固定螺纹套和活页等零件,提高了组装效率和准确率,发动机机架道门数百件小件可以精确高效的完成配焊,避免了传统的手工划线定位步骤,并且避免了因为微小尺寸组织错误和误差等因素造成的返修和质量问题。
技术研发人员:张鑫,朱建平,高兰云,卢忠华,陈浩,吕律
受保护的技术使用者:中船发动机有限公司
技术研发日:20230601
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!