智能组装机的制作方法
本技术涉及电子产品组装,特别是涉及一种智能组装机。
背景技术:
1、目前,在电子产品的组装过程中,需要将电子产品的辅料与电子产品本体进行组装,由于电子产品的结构较为复杂,需要安装的元器件较多,传统的人工作业效率较低,现有的自动化组装机构存在无法满足多产品组装的兼容、组装成本高且产品组装效率低以及良品率低人工成本投入较高的问题。
技术实现思路
1、鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种智能组装机,用于解决现有技术存在无法满足多产品组装的兼容、组装成本高且产品组装效率低以及良品率低,人工成本投入较高的问题。
2、为实现上述目的及其他相关目的,本实用新型提供一种智能组装机,包括:
3、机架;
4、传送模组,设置在所述机架上,所述传送模组用于运输产品;
5、侧推模组,设置在所述传送模组沿宽度方向上的一侧,且所述侧推模组设置在所述机架上,所述侧推模组用于对所述传送模组上的产品侧推定位;
6、提取模组,用于提取待组装辅料,所述机架上沿所述传送模组的传动方向且靠近所述侧推模组的一侧设有机械臂模组,所述提取模组与所述机械臂模组连接,所述机械臂模组用于带动所述提取模组移动提取待组装辅料。
7、可选地,所述机架上设有视觉模组,所述视觉模组用于获取所述提取模组上的待组装产品拍照检测。
8、可选地,所述机架上还设有显示器模组,所述显示器模组用于显示所述视觉模组获取的待组装产品图像信息。
9、可选地,所述传送模组上设有第一检测元件,所述第一检测元件用于检测所述传送模组上产品进料信号。
10、可选地,所述传送模组上设有第二检测元件,所述第二检测元件用于检测所述传送模组上的产品到位信号,触发所述传送模组停机等待及所述侧推模组执行侧推动作。
11、可选地,所述传送模组上设有第三检测模组,所述第三检测用于检测所述传送模组上产品出料信号,所述第一检测元件、所述第二检测元件及所述第三检测元件沿所述传送模组的传动方向依序设置。
12、可选地,所述侧推模组包括侧推驱动部件和侧推执行部件,侧推驱动部件用于驱动所述侧推执行部件执行侧推动作。
13、可选地,所述机架上设有多个第四检测元件。
14、可选地,所述机架上设有指示灯模组,所述指示灯模组靠近所述显示器模组。
15、可选地,所述显示器模组沿厚度方向的一侧表面上设有至少一个用于与所述机架连接的钩挂部。
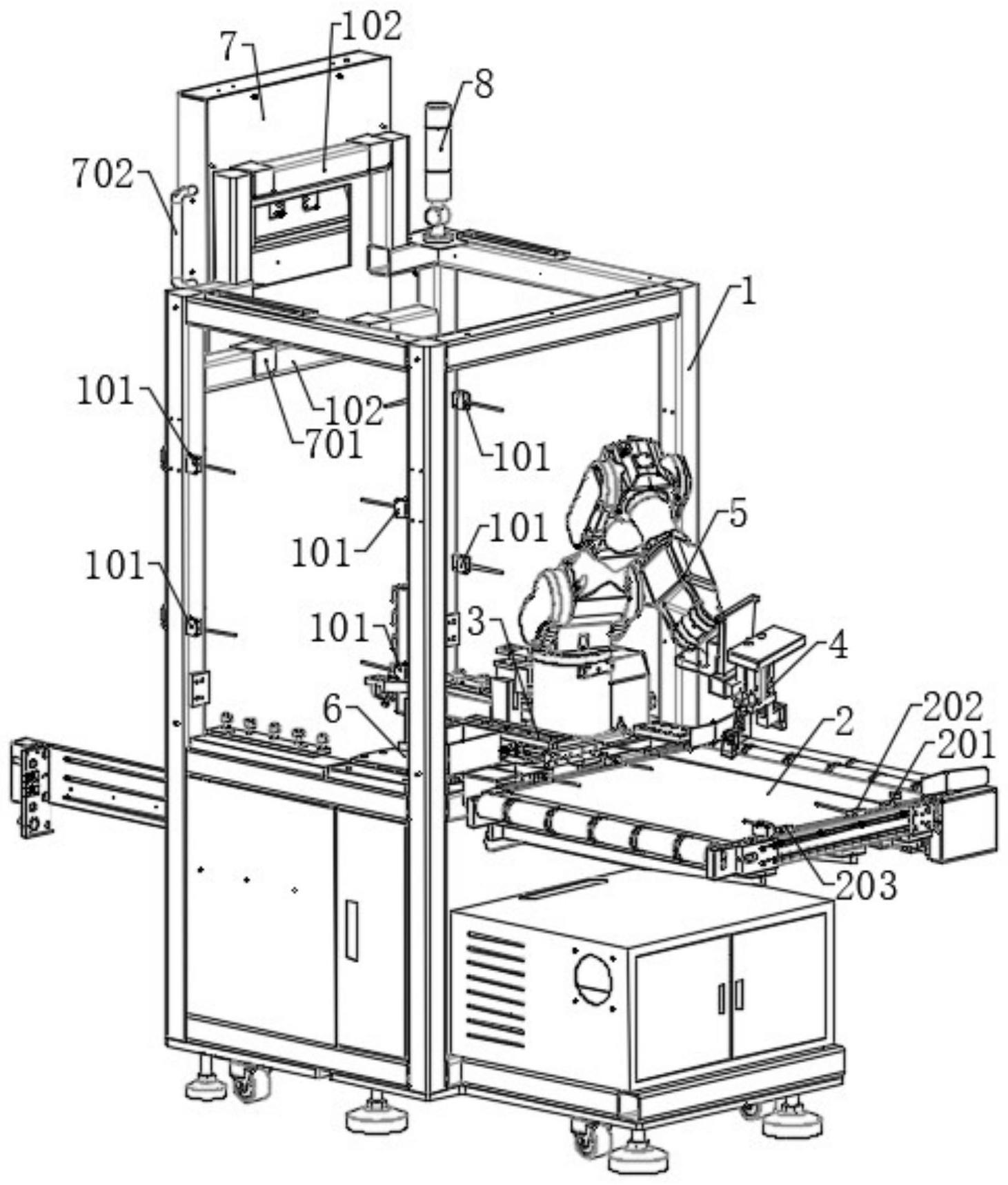
16、如上所述,本实用新型具有以下有益效果:产品放置在料盘内,通过传送模组将产品输送到指定的辅料组装工位,侧推模组通过将料盘侧推定位在传送模组上,使得料盘在传送模组上的组装位置固定,从而提高辅料与产品的组装精度,通过机械臂模组带动提取模组移动至待料区提取辅料,再带动提取模组回到组装工位将辅料组装到产品上,机械臂上安装的提取模组可以根据产品需要的辅料类型更换不同的提取装置,从而提高组装机的兼容性,通过采用本申请的技术方案,具有实现多产品组装的兼容性,提高产品的良品率、产品的组装效率以及降低人工成本的有益效果。
技术特征:
1.一种智能组装机,其特征在于,包括:
2.根据权利要求1所述的智能组装机,其特征在于:所述机架上设有视觉模组,所述视觉模组用于获取所述提取模组上的待组装产品拍照检测。
3.根据权利要求2所述的智能组装机,其特征在于:所述机架上还设有显示器模组,所述显示器模组用于显示所述视觉模组获取的待组装产品图像信息。
4.根据权利要求1所述的智能组装机,其特征在于:所述传送模组上设有第一检测元件,所述第一检测元件用于检测所述传送模组上产品进料信号。
5.根据权利要求4所述的智能组装机,其特征在于:所述传送模组上设有第二检测元件,所述第二检测元件用于检测所述传送模组上的产品到位信号,触发所述传送模组停机等待及所述侧推模组执行侧推动作。
6.根据权利要求5所述的智能组装机,其特征在于:所述传送模组上设有第三检测模组,所述第三检测用于检测所述传送模组上产品出料信号,所述第一检测元件、所述第二检测元件及第三检测元件沿所述传送模组的传动方向依序设置。
7.根据权利要求1所述的智能组装机,其特征在于:所述侧推模组包括侧推驱动部件和侧推执行部件,侧推驱动部件用于驱动所述侧推执行部件执行侧推动作。
8.根据权利要求7所述的智能组装机,其特征在于:所述机架上设有多个第四检测元件。
9.根据权利要求3所述的智能组装机,其特征在于:所述机架上设有指示灯模组,所述指示灯模组靠近所述显示器模组。
10.根据权利要求9所述的智能组装机,其特征在于:所述显示器模组沿厚度方向的一侧表面上设有至少一个用于与所述机架连接的钩挂部。
技术总结
本技术属于电子产品组装技术领域,涉及一种智能组装机,包括:机架、传送模组、侧推模组、提取模组和机械臂模组;产品放置在料盘内,通过传送模组将产品输送到指定的辅料组装工位,侧推模组通过将料盘侧推定位在传送模组上,使得料盘在传送模组上的组装位置固定,从而提高辅料与产品的组装精度,通过机械臂模组带动提取模组移动至待料区提取辅料,再带动提取模组回到组装工位将辅料组装到产品上,机械臂上安装的提取模组可以根据产品需要的辅料类型更换不同的提取装置,从而提高组装机的兼容性,通过采用本申请的技术方案,具有实现多产品组装的兼容性,提高产品的良品率、产品的组装效率以及降低人工成本的有益效果。
技术研发人员:丁仁俊,林俊延,陶华洪,颜文军,杨伟威,马嘉豪
受保护的技术使用者:达丰(重庆)电脑有限公司
技术研发日:20230602
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!