一种夹具快换装置的制作方法
本技术属于机械加工辅助装置,具体涉及一种夹具快换装置。
背景技术:
1、在机械加工中,夹具是保证被加工工件在机床上获得正确的位置,并在加工中防止由于切削力造成的位置改变及工件变形的一种重要工艺装置。在夹具安装及切换工序中,一般采用行车或叉车搬运夹具到机床上安装,其运送、安装效率低、工人的操作强度高、并很难将夹具对准以放入机床工作台上。
2、现有技术中,提出了一种方案,使以上基础问题得以解决,如申请号为cn201711454702.7的中国专利公开了一种夹具快换装置,包括用于转运需切换的夹具的快换小车,快换小车滑动支承于工作地面上,快换小车包括:滑动支承于工作地面上的车底架,车底架上设有用于支承夹具的两组支架,两组支架沿车底架的宽度方向相对设置,各支架上设有用于滚动支承夹具的滑轮组件。支架相对车底架沿竖直方向的高度可调,用于使滑轮组件上用于滚动支承夹具的支承平面与用于安装定位夹具的焊接工作台的安装面齐平。
3、但以上方案未考虑生产现场环境情况,在生产现场设备较多,留有运送夹具的道路十分狭窄,叉车无法进入时,其该夹具安装工序难以现实,而采用吊具安装,其换装难度非常大,需要多人操作,且对操作人员要求较高,安装过程也十分危险,夹具容易掉落,容易造成工伤事故。
技术实现思路
1、为了解决上述技术问题,本实用新型采用了如下技术方案:
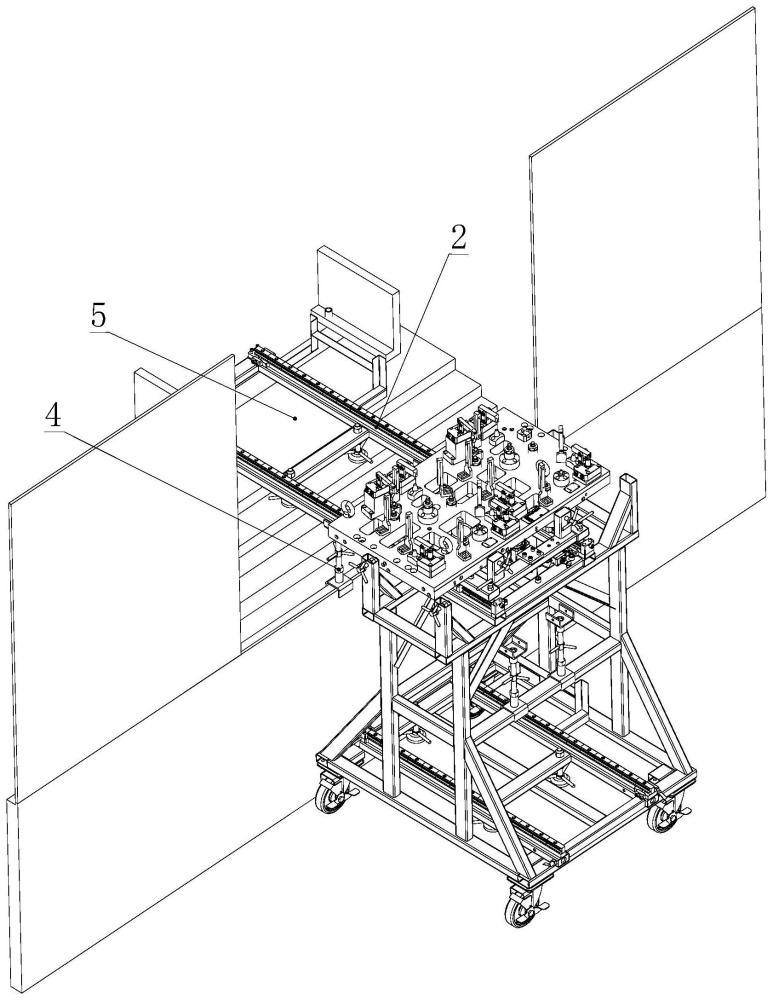
2、一种夹具快换装置,包括车体、轨道组件以及移动放置台,所述轨道组件的主体部分连接于所述车体上端,所述轨道组件末端部分伸出车体,并搭接在机床工作台上;
3、移动放置台用于夹具体的放置,所述移动放置台设置在车体上部且与轨道组件滑动连接;
4、在外力作用下,夹具体随所述移动放置台沿轨道组件设置方向移动,由车体上端移至机床工作台处。
5、进一步,所述轨道组件包括可拆卸连接的轨道一部与轨道二部,所述轨道一部与车体相连接,所述轨道二部搭接在所述机床工作台上。
6、进一步,所述轨道二部与车体侧部连接处具有定位孔以及相配合的定位销。
7、进一步,所述定位孔外侧还设置有插销。
8、进一步,还包括支撑架,所述支撑架包括作用于机床工作台边框的u型扣件以及作用于所述轨道二部底部的调节螺杆。
9、进一步,所述移动放置台上设置有若干个作用于夹具体底部的气缸。
10、进一步,所述车体中具有容放轨道二部的放置架。
11、本实用新型与现有技术相比,具有如下有益效果:
12、本装置及方法采用轨道组件与车体相结构的方式,将放置于移动放置台上的夹具体通过轨道组件推移至机床工作台上,较好的解决现场狭小生产区域且叉车无法进入,以及吊具难以使用的夹具安装的情形,降低了夹具体切换的技术难度。
13、避免采用传统吊装夹具体的方式,降低了夹具体掉落伤人,损坏夹具体及机床设备的风险。
14、采用可移动的车体、以及移动放置台降低了工人运送、切换安装夹具的工作强度,适用工件加工种类多,夹具切换频繁的情形,提升了夹具切换效率。
技术特征:
1.一种夹具快换装置,其特征在于,包括:
2.如权利要求1所述的一种夹具快换装置,其特征在于:所述轨道组件包括可拆卸连接的轨道一部与轨道二部,所述轨道一部与车体相连接,所述轨道二部搭接在所述机床工作台上。
3.如权利要求2所述的一种夹具快换装置,其特征在于:所述轨道二部与车体侧部连接处具有定位孔以及相配合的定位销。
4.如权利要求3所述的一种夹具快换装置,其特征在于:所述定位孔外侧还设置有插销。
5.如权利要求2所述的一种夹具快换装置,其特征在于:还包括支撑架,所述支撑架包括作用于机床工作台边框的u型扣件以及作用于所述轨道二部底部的调节螺杆。
6.如权利要求1所述的一种夹具快换装置,其特征在于:所述移动放置台上设置有若干个作用于夹具体底部的气缸。
7.如权利要求2-5中任一项所述的一种夹具快换装置,其特征在于:所述车体中具有容放轨道二部的放置架。
技术总结
本技术公开了一种夹具快换装置,它包括车体、轨道组件以及移动放置台,所述轨道组件的主体部分连接于所述车体上端,所述轨道组件末端部分伸出车体,并搭接在机床工作台上;移动放置台用于夹具体的放置,所述移动放置台设置在车体上部且与轨道组件滑动连接;在外力作用下,夹具体随所述移动放置台沿轨道组件设置方向移动,由车体上端移至机床工作台处,本技术解决了在生产现场设备多,留有运送夹具的道路十分狭窄,叉车无法进入时,其该夹具安装工序难以现实,而采用吊具安装,其换装难度非常大,需要多人操作,且对操作人员要求较高,安装过程也十分危险,夹具容易掉落,容易造成工伤事故的问题。
技术研发人员:罗吉,李强,黄儒森,张建云,张绍洪
受保护的技术使用者:重庆高金实业股份有限公司
技术研发日:20230606
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!