一种圆柱面手动攻丝定位校正器的制作方法
本技术属于金属切削加工领域,尤其是涉及一种圆柱面手动攻丝定位校正器。
背景技术:
1、在机械加工中,钳工操作是一个非常重要的工作,其中对已加工好的孔进行攻丝是其中的一项操作技能。其中对在零件平面上已加工好的孔进行手动攻丝操作时,首先要确保丝锥轴线与已加工孔所在平面保持垂直,也就是相对于已加工平面在x轴、y轴两个方向都要与加工平面保持垂直,只有这样才可以确保丝锥与已加工平面垂直。通常操作者是通过目视的方法,通过调整丝锥在两个方向上也就是(x轴,y轴)垂直于已加工平面的角度同时利用丝锥的导向,确保攻出的丝扣与已加工平面垂直,达到零件对于攻丝的技术要求。
2、但是在对零件圆弧面上的孔进行攻丝时,使用简单的目测方法就不能很好的保证丝锥能与圆弧面上的轴线重合并垂直与圆弧面,尤其是特殊带角度的倾斜孔。这时利用目测的方法就不是很准确的方法,尤其是遇到球面、椭圆面、圆柱面时就需要在多个方向上保证丝锥的垂直,这时手动攻丝的技术难度就更大,这时就需要一个简单、高效、实用的装置来解决这一加工技术难题。
技术实现思路
1、有鉴于此,本实用新型旨在提出一种圆柱面手动攻丝定位校正器,用于钳工在对零件圆弧面上的孔进行手动攻丝加工时采用的一种定位校正装置。
2、为达到上述目的,本实用新型的技术方案是这样实现的:
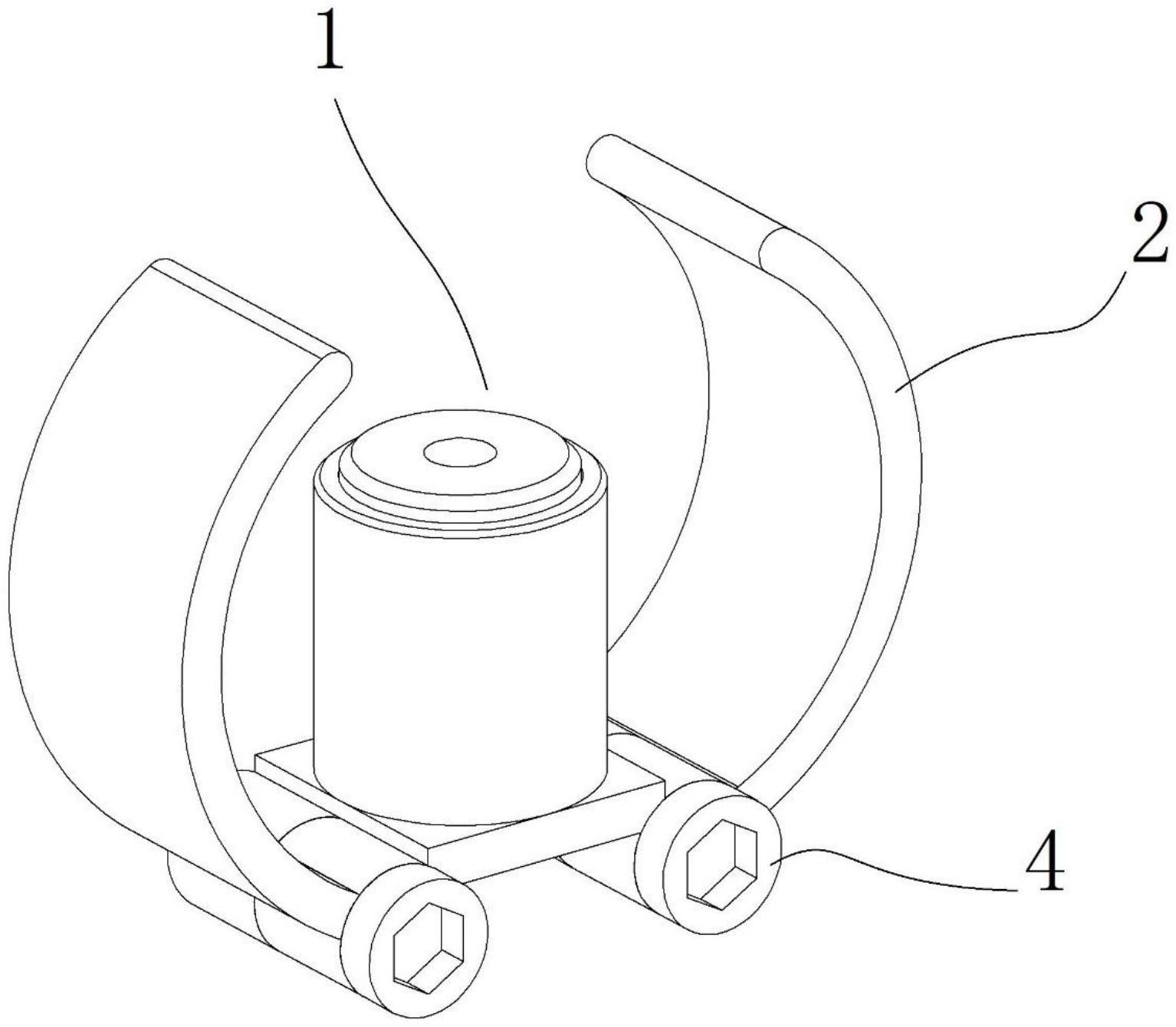
3、一种圆柱面手动攻丝定位校正器,包括定位调节筒、支脚、定位套和攻丝套;
4、支脚连接在定位调节筒上,利用支脚将定位调节筒与被加工零件的表面贴合;
5、定位套和攻丝套分别与定位调节筒可拆卸连接,所述定位套用于辅助定位调节筒与被加工零件的待攻丝孔对正,利用攻丝套辅助手动攻丝。
6、进一步的,定位调节筒包括底板、定位筒和第一螺纹套,定位筒设置在底板上表面,第一螺纹套设置在底板两侧;
7、定位筒为两侧具有敞口的筒状结构;
8、底板上设置有通孔,通孔与敞口为同心圆;
9、第一螺纹套内设置有内螺纹结构。
10、进一步的,支脚包括c型圆弧支脚,c型圆弧支脚包括c型板和第二螺纹套,第二螺纹套设置在c型板一侧,第二螺纹套内设置有内螺纹结构。
11、进一步的,包括锁紧螺钉,锁紧螺钉深入至第一螺纹套和第二螺纹套中,利用锁紧螺钉将定位调节筒于支脚固定。
12、进一步的,定位套用于放入至定位筒内,定位套设置有贯穿的内孔;
13、还包括定位销,定位销从定位套的内孔穿过后通过底板上的通孔最后插入待攻丝孔中,用于保证定位调节筒底板上的通孔与待攻丝孔的中心位置处于同一条轴线上。
14、进一步的,攻丝套用于放入至定位筒内,攻丝套设置有贯穿的内孔;
15、内孔与选取的螺丝螺纹直径匹配。
16、进一步的,定位销包括柱形定位销、端部具有倒角的柱形定位销。
17、相对于现有技术,本实用新型所述的一种圆柱面手动攻丝定位校正器具有以下有益效果:
18、本实用新型所述的一种圆柱面手动攻丝定位校正器,解决在手动攻丝时,圆弧面上的螺纹孔定位不准确左右角度不一致的困难,使用本定位校正器在手动攻丝时通过调整适应圆弧面上已加工好的孔,使的丝锥与加工好的孔处于同一条轴线,确保手动攻丝符合零件的技术要求,主要适用于零件圆柱面或椭圆面的手动攻丝孔。
技术特征:
1.一种圆柱面手动攻丝定位校正器,其特征在于:包括定位调节筒(1)、支脚、定位套(3)和攻丝套(4);
2.根据权利要求1所述的一种圆柱面手动攻丝定位校正器,其特征在于:定位调节筒(1)包括底板(11)、定位筒(12)和第一螺纹套(13),定位筒(12)设置在底板(11)上表面,第一螺纹套(13)设置在底板(11)两侧;
3.根据权利要求1或2所述的一种圆柱面手动攻丝定位校正器,其特征在于:支脚包括c型圆弧支脚(2),c型圆弧支脚(2)包括c型板(22)和第二螺纹套(21),第二螺纹套(21)设置在c型板(22)一侧,第二螺纹套(21)内设置有内螺纹结构。
4.根据权利要求3所述的一种圆柱面手动攻丝定位校正器,其特征在于:包括锁紧螺钉(5),锁紧螺钉(5)深入至第一螺纹套(13)和第二螺纹套(21)中,利用锁紧螺钉(5)将定位调节筒(1)于支脚固定。
5.根据权利要求1所述的一种圆柱面手动攻丝定位校正器,其特征在于:定位套(3)用于放入至定位筒(12)内,定位套(3)设置有贯穿的内孔;
6.根据权利要求1所述的一种圆柱面手动攻丝定位校正器,其特征在于:攻丝套(4)用于放入至定位筒(12)内,攻丝套(4)设置有贯穿的内孔;
7.根据权利要求5所述的一种圆柱面手动攻丝定位校正器,其特征在于:定位销(6)包括柱形定位销(6)、端部具有倒角的柱形定位销(6)。
技术总结
本技术提供了一种圆柱面手动攻丝定位校正器,包括定位调节筒、支脚、定位套和攻丝套;支脚连接在定位调节筒上,利用支脚将定位调节筒与被加工零件的表面贴合;定位套和攻丝套分别与定位调节筒可拆卸连接,所述定位套用于辅助定位调节筒与被加工零件的待攻丝孔对正,利用攻丝套辅助手动攻丝。本技术有益效果:一种圆柱面手动攻丝定位校正器,解决在手动攻丝时,圆弧面上的螺纹孔定位不准确左右角度不一致的困难,使用本定位校正器在手动攻丝时通过调整适应圆弧面上已加工好的孔,使的丝锥与加工好的孔处于同一条轴线,确保手动攻丝符合零件的技术要求,主要适用于零件圆柱面或椭圆面的手动攻丝孔。
技术研发人员:张刚,张梓钰
受保护的技术使用者:天津航天机电设备研究所
技术研发日:20230609
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!