辊筒自动压装机的制作方法
本技术涉及用黏或压在一起方法连接构件或机械零件,尤其涉及辊筒自动压装机。
背景技术:
1、滚筒,圆柱形的零件,分为驱动和从动辊,应用于印花机、数码打印机等输送设备、造纸和包装机械等各类传动输送系统中。多以不锈钢、铸钢件、实心锻打合金钢芯为材料。
2、传统的滚筒安装工艺通常是采用人工安装的方式,费时费力,人工成本高,而且人工操作易造成安装位置不准确,从而影响产品的稳定性,产生废品率高,并且现有的辊筒自动压装机在使用时,通常采取的模具装置只能挤压同等规格的产品,从而使得该辊筒自动压装机的通用性和互换性不高,因此需要提供辊筒自动压装机来解决上述问题。
技术实现思路
1、本实用新型的目的是为了解决现有技术中滚筒安装采用人工安装费时费力等问题,从而提出辊筒自动压装机。
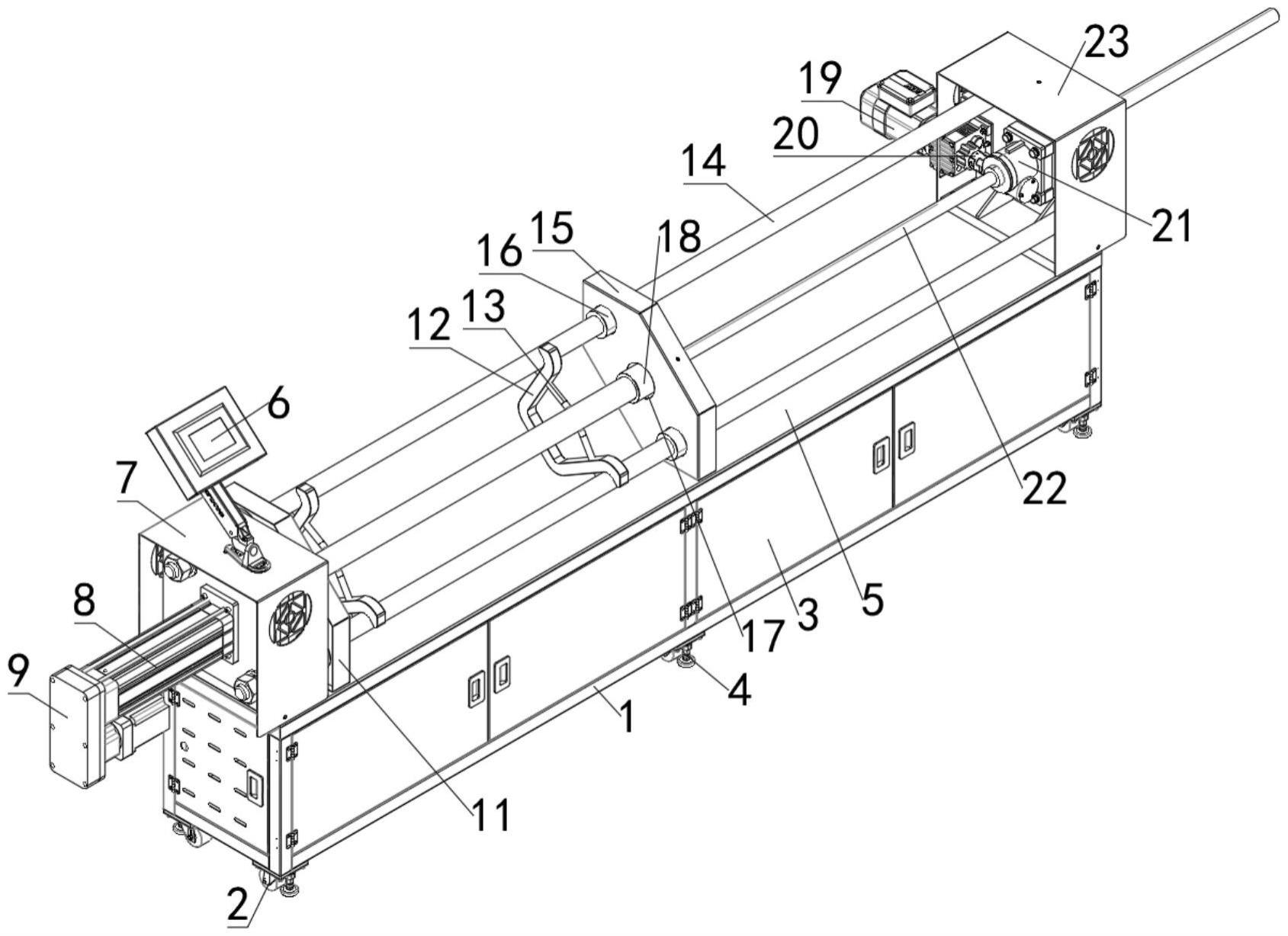
2、为了实现上述目的,本实用新型采用了如下技术方案:辊筒自动压装机,包括安装柜,安装柜的底端上设置有支撑架,支撑架上设置有移动滚轮,安装柜的前端设置有门板,安装柜的顶部设置有固定面板,固定面板的顶部一侧端上设置有电控柜,固定面板的顶部另一侧端上设置有固定支架,固定支架与电控柜之间设置有两根导柱。
3、进一步,电控柜的顶部设置有触摸屏,电控柜的外侧端设置有安装支架,安装支架的内部设置有伺服电缸,伺服电缸的输出端设置有模具导向座一,模具导向座一的两侧端上设置有导套一,两个导套一分别滑动设置在两根导柱上。
4、进一步,导柱之间滑动设置有u型架,且u型架在两根导柱上设置有两个,u型架的两端之间设置有调节螺杆。
5、进一步,u型架远离电控柜的一端设置有模具导向座二,模具导向座二的两侧端上设置有导套二,两个导套二分别滑动设置在两根导柱上,模具导向座二的中心设置有固定座,固定座的内部设置有模具。
6、进一步,固定支架的后端侧壁上设置有减速电机,减速电机的输出端在固定支架内设置有联轴器,联轴器的一端在固定支架内设置有升降减速机,升降减速机的输出端上设置有丝杠,且丝杠的一端延伸至固定支架外侧,丝杠的另一端与模具导向座二的侧端中心相连接。
7、有益效果:本实用新型辊筒自动压装机,首件试制通过启动触摸屏按钮开启手动模式设置输入好的技术参数,使减速电机通过联轴器带动升降减速机启动,升降减速机启动带动丝杠移动,丝杠移动推动模具导向座二到指定长度位置,然后将两个调节好的u型架卡在两个导柱上面,最后将辊筒钢管和辊筒端盖分别放置在模具导向座一和模具导向座二内的模具型腔内,再启动升降减速机通过丝杠带动模具导向座二将固定好的模具推入指定距离,再次输入触摸屏参数进行参数设定,启动伺服电缸带动模具导向座一挤压辊筒,至有效闭合行程,完成挤压动作后,输入参数松开伺服电缸退回到原点位置,取出压装好的辊筒组装件,完成一个周期运作,在多次试件合格的情况下,可切换自动模式按上述步骤操作即可,该辊筒自动压装机设备结构紧凑,自动化程度搞,操作方便;且利用了机器代替人工安装,省力省时,提高了工作效率高;并且模具可调节,从而可以挤压多种规格产品,通用性和互换性较高;采用伺服电缸挤压,压力和速度可调,从而防止人工操作影响产品的稳定性。
技术特征:
1.辊筒自动压装机,包括安装柜(1),安装柜(1)的底端上设置有支撑架(4),支撑架(4)上设置有移动滚轮(2),安装柜(1)的前端设置有门板(3),安装柜(1)的顶部设置有固定面板(5),其特征在于:固定面板(5)的顶部一侧端上设置有电控柜(7),固定面板(5)的顶部另一侧端上设置有固定支架(23),固定支架(23)与电控柜(7)之间设置有两根导柱(14)。
2.根据权利要求1所述的辊筒自动压装机,其特征在于,所述电控柜(7)的顶部设置有触摸屏(6),电控柜(7)的外侧端设置有安装支架(9),安装支架(9)的内部设置有伺服电缸(8),伺服电缸(8)的输出端设置有模具导向座一(11),模具导向座一(11)的两侧端上设置有导套一(10),两个导套一(10)分别滑动设置在两根导柱(14)上。
3.根据权利要求2所述的辊筒自动压装机,其特征在于,两根所述导柱(14)之间滑动设置有u型架(12),且u型架(12)在两根导柱(14)上设置有两个,u型架(12)的两端之间设置有调节螺杆(13)。
4.根据权利要求3所述的辊筒自动压装机,其特征在于,四个所述u型架(12)远离电控柜(7)的一端设置有模具导向座二(15),模具导向座二(15)的两侧端上设置有导套二(16),两个导套二(16)分别滑动设置在两根导柱(14)上,模具导向座二(15)的中心设置有固定座(17)。
5.根据权利要求4所述的辊筒自动压装机,其特征在于,所述固定支架(23)的后端侧壁上设置有减速电机(19),减速电机(19)的输出端在固定支架(23)内设置有联轴器(20),联轴器(20)的一端在固定支架(23)内设置有升降减速机(21),升降减速机(21)的输出端上设置有丝杠(22),且丝杠(22)的一端延伸至固定支架(23)外侧,丝杠(22)的另一端与模具导向座二(15)的侧端中心相连接。
技术总结
本技术公开了辊筒自动压装机,安装柜的底端上设置有支撑架,支撑架上设置有移动滚轮,安装柜的前端设置有门板,安装柜的顶部设置有固定面板,固定面板的顶部一侧端上设置有电控柜,固定面板的顶部另一侧端上设置有固定支架,固定支架与电控柜之间设置有两根导柱;本技术通过启动触摸屏按钮开启手动模式设置输入好的技术参数,使减速电机通过联轴器带动升降减速机启动,升降减速机启动带动丝杠移动,丝杠移动推动模具导向座二到指定长度位置,从而利用了机器代替人工安装,省力省时,提高了工作效率高。
技术研发人员:严伟,从利君
受保护的技术使用者:浙江正远智能装备科技有限公司
技术研发日:20230614
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!