扩孔加工防崩刃钻头的制作方法
本技术涉及刀具,尤其涉及一种扩孔加工防崩刃钻头。
背景技术:
1、钻头作为机械加工刀具中的一个重要组成部分,主要用于孔的粗加工,随着机械行业的发展,用户对产品的加工质量、加工可靠性、加工效率、刀具的交货期等都提出了更高要求。对于韧性好的材料,现有的钻头在扩孔加工时,加工中铁屑不易折断,缠屑严重,容易出报废件。
2、因此,需要一种能够降低扩孔缠屑问题带来的风险的技术方案。
技术实现思路
1、为解决上述技术问题,本实用新型提供了一种扩孔加工防崩刃钻头,通过在切削刃远离柄部的顶端增加第一断屑槽和第二断屑槽,解决了钻头扩孔加工时的缠屑问题。
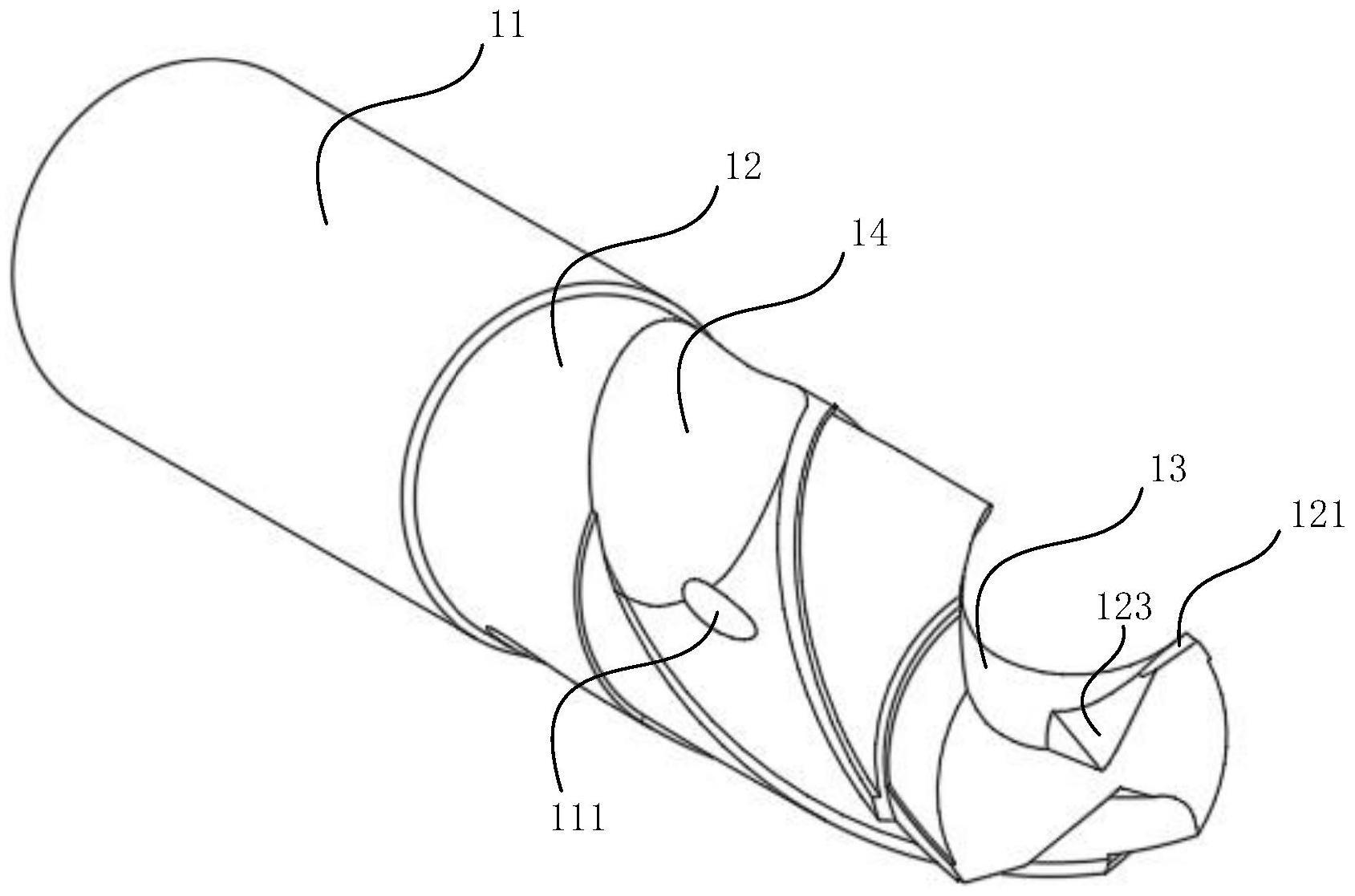
2、本实用新型提供一种扩孔加工防崩刃钻头,包括:柄部、切削刃、第一排屑槽、第二排屑槽;
3、所述第一排屑槽和所述第二排屑槽相对设置于所述切削刃两侧;
4、所述切削刃、所述第一排屑槽、所述第二排屑槽螺旋延伸设置于所述柄部的一端;
5、远离所述柄部的所述切削刃的顶端对立设置有第一断屑槽和第二断屑槽;
6、所述第一断屑槽设置于所述第一排屑槽所在一侧的所述切削刃的顶端边缘处;
7、所述第二断屑槽设置于所述第二排屑槽所在一侧的所述切削刃的顶端边缘处。
8、进一步地,所述切削刃的顶端还对立设置有第一容屑槽和第二容屑槽;
9、所述第一容屑槽设置于所述第一排屑槽所在一侧的所述切削刃的顶端的中间位置;
10、所述第二容屑槽设置于所述第二排屑槽所在一侧的所述切削刃的顶端的中间位置;
11、所述第一容屑槽与所述第一断屑槽相接;
12、所述第二容屑槽与所述第二断屑槽相接。
13、进一步地,所述柄部内部沿中心轴对称设置有贯穿至所述第一排屑槽和所述第二排屑槽的双直内冷孔。
14、进一步地,所述双直内冷孔的出口抵近所述切削刃。
15、进一步地,所述第一容屑槽的前角和第二容屑槽的前角的角度范围为5°-10°。
16、进一步地,所述第一排屑槽的槽前角和所述第二排屑槽的槽前角的开槽切入角度设置为0°,切削角度设置为5°。
17、进一步地,所述第一断屑槽的r角和所述第二断屑槽的r角的取值范围为0.2-0.5。
18、本实用新型提供的技术方案至少具有以下有益效果:
19、通过在远离柄部的切削刃的顶端增加第一断屑槽和第二断屑槽,解决了钻头扩孔加工时的缠屑问题,提高了加工效率。
技术特征:
1.一种扩孔加工防崩刃钻头,其特征在于,包括:柄部、切削刃、第一排屑槽、第二排屑槽;
2.根据权利要求1所述的扩孔加工防崩刃钻头,其特征在于,所述切削刃的顶端还对立设置有第一容屑槽和第二容屑槽;
3.根据权利要求2所述的扩孔加工防崩刃钻头,其特征在于,所述柄部内部沿中心轴对称设置有贯穿至所述第一排屑槽和所述第二排屑槽的双直内冷孔。
4.根据权利要求3所述的扩孔加工防崩刃钻头,其特征在于,所述双直内冷孔的出口抵近所述切削刃。
5.根据权利要求2所述的扩孔加工防崩刃钻头,其特征在于,所述第一容屑槽的前角和第二容屑槽的前角的角度范围为5°-10°。
6.根据权利要求1所述的扩孔加工防崩刃钻头,其特征在于,所述第一排屑槽的槽前角和所述第二排屑槽的槽前角的开槽切入角度设置为0°,切削角度设置为5°。
7.根据权利要求1所述的扩孔加工防崩刃钻头,其特征在于,所述第一断屑槽的r角和所述第二断屑槽的r角的取值范围为0.2-0.5。
技术总结
本技术提供一种扩孔加工防崩刃钻头,包括:柄部、切削刃、第一排屑槽、第二排屑槽;所述第一排屑槽和所述第二排屑槽相对设置于所述切削刃两侧;所述切削刃、所述第一排屑槽、所述第二排屑槽螺旋延伸设置于所述柄部的一端;远离所述柄部的所述切削刃的顶端对立设置有第一断屑槽和第二断屑槽;所述第一断屑槽设置于所述第一排屑槽所在一侧的所述切削刃的顶端边缘处;所述第二断屑槽设置于所述第二排屑槽所在一侧的所述切削刃的顶端边缘处,以此改善了钻头扩孔加工的缠屑问题。
技术研发人员:赵凯,李振丰,张明敏
受保护的技术使用者:锑玛(苏州)精密工具股份有限公司
技术研发日:20230614
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!