一种曲轴法兰孔加工专机的轴向定位装置的制作方法
本技术涉及机械加工领域,具体涉及一种曲轴轴向定位装置。
背景技术:
1、曲轴法兰孔加工专用数控机床,采用整体铸造斜床身,床身上左右对称布置两套三座标单元及8工位刀塔,以实现x、y、z三个方向的运动。进而保证曲轴同时加工,也可分别加工。该机床采用两端x、y、z轴三轴联动完成曲轴两端孔的钻、扩、铰、镗及攻丝的高效加工,该机床加工前需要将工装上曲轴手动推到定位块位置,以实现曲轴轴向基准定位,保证机床加工尺寸准确,但是由于部分型号曲轴较重手动无法将曲轴靠紧到定位块上,导致曲轴曲柄与定位块存在间隙,轴向定位位置不到位;并且该机床采用是双向加工,曲轴只能靠紧定位块的一侧轴向定位,这就导致机床加工过程中曲轴会向没有靠紧定位块的一侧产生轴向窜动问题。
技术实现思路
1、为解决上述技术问题,本实用新型是为了实现曲轴法兰孔加工专机的曲轴自动轴向定位,设计一种曲轴法兰孔加工专机的轴向定位装置,当该机床加工前,曲轴放置到工装上,通过该装置油缸前后伸缩带动摆杆左右摆动,从而带动工装上的曲轴靠紧定位块,实现曲轴轴向定位以替代手动,提高工作效率。具体技术方案如下:
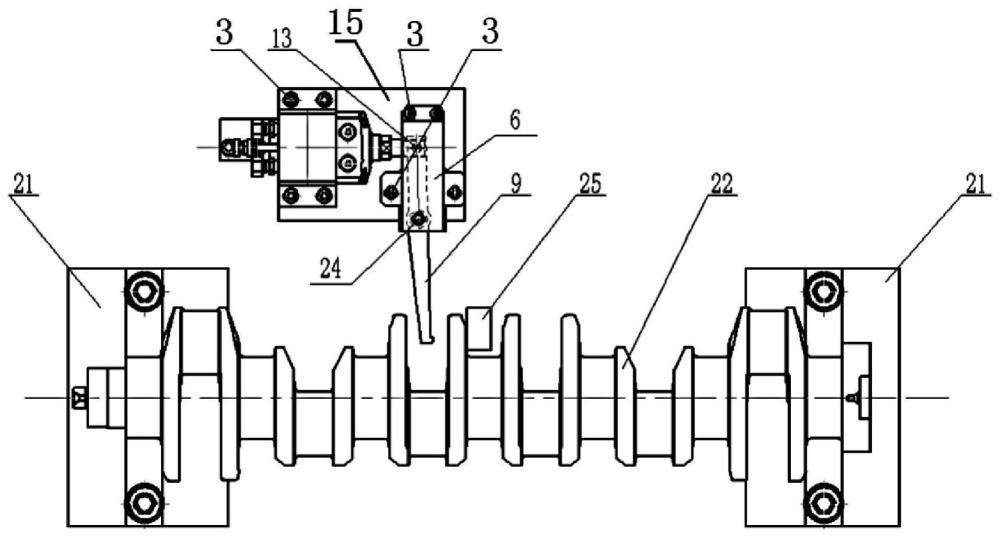
2、一种曲轴法兰孔加工专机的轴向定位装置,其特征在于:包括底座,底座上方设置t型座通过螺钉连接,t型座内部设置圆孔,双活塞杆油缸通过螺钉安装在t型座圆孔内部,t型座后侧设置管接头,液压油通过管接头进入油缸油腔从而实现液压缸前后伸缩;
3、所述的油缸后侧活塞杆设置螺母,螺母下方设置接近开关,接近开关与控制中心连接;所述的油缸前侧活塞杆设置单耳环与摆杆的后端连接,所述摆杆的中部与支撑座轴接,支撑座固定在底座上;所述摆杆的前端与曲轴抵接;
4、所述轴向定位装置安装在机床工装上,机床工装上还设置定位块。
5、所述支撑座内部开方孔,所述方孔内部设置摆杆,所述的摆杆后端设置方孔和长条销孔与所述的油缸前侧活塞杆单耳环通过销轴连接,所述的摆杆前端设置销孔通过销轴与支撑座连接;
6、支撑座两侧设置挡板,用来限制摆杆摆动范围;
7、所述的底座由上底板、下底板和中间隔板焊接而成;
8、接近开关安置在开关架上,开关架通过螺钉与底座连接。
9、本实用新型的优点是:本实用新型用于解决曲轴法兰孔加工机床在加工曲轴过程中曲轴在工装上手动轴向定位位置不到位,曲轴曲柄与定位块存在间隙,轴向窜动等问题,机床加工过程中可通过该轴向定位装置内部油缸带动摆杆左右摆动,从而带动曲轴靠紧定位块,实现曲轴轴向定位,提高工作效率。
技术特征:
1.一种曲轴法兰孔加工专机的轴向定位装置,其特征在于:包括底座,底座上方设置t型座通过螺钉连接,t型座内部设置圆孔,双活塞杆油缸通过螺钉安装在t型座圆孔内部,t型座后侧设置管接头,液压油通过管接头进入油缸油腔从而实现液压缸前后伸缩;
2.根据权利要求1所述的曲轴法兰孔加工专机的轴向定位装置,其特征在于:所述支撑座内部开方孔,所述方孔内部设置摆杆,所述的摆杆后端设置方孔和长条销孔与所述的油缸前侧活塞杆单耳环通过销轴连接,所述的摆杆前端设置销孔通过销轴与支撑座连接。
3.根据权利要求1所述的曲轴法兰孔加工专机的轴向定位装置,其特征在于:支撑座两侧设置挡板,用来限制摆杆摆动范围。
4.根据权利要求1所述的曲轴法兰孔加工专机的轴向定位装置,其特征在于:所述的底座由上底板、下底板和中间隔板焊接而成。
5.根据权利要求1所述的曲轴法兰孔加工专机的轴向定位装置,其特征在于:接近开关安置在开关架上,开关架通过螺钉与底座连接。
技术总结
本技术公开一种曲轴法兰孔加工专机的轴向定位装置,底座上方设置T型座通过螺钉连接,T型座内部设置圆孔,双活塞杆油缸通过螺钉安装在T型座圆孔内部,T型座后侧设置管接头,液压油通过管接头进入油缸油腔从而实现液压缸前后伸缩;所述的油缸后侧活塞杆设置螺母,螺母下方设置接近开关,接近开关与控制中心连接;所述的油缸前侧活塞杆设置单耳环与摆杆的后端连接,所述摆杆的中部与支撑座轴接,支撑座固定在底座上;所述摆杆的前端与曲轴抵接;本技术用于解决曲轴法兰孔加工机床在加工曲轴过程中曲轴在工装上手动轴向定位位置不到位,曲轴曲柄与定位块存在间隙,轴向窜动等问题,实现曲轴轴向自动定位替代手动,提高工作效率。
技术研发人员:刘光宇,李坤,张晓宇,谷韶刚,刘忠杰,曲贵龙,杨秀成,王毅,张万鹏
受保护的技术使用者:辽宁五一八内燃机配件有限公司
技术研发日:20230615
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!