一种多方向成型的五金生产模具的制作方法
本技术涉及五金生产模具,具体为一种多方向成型的五金生产模具。
背景技术:
1、模具是工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具,简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成,它主要通过所成型材料物理状态的改变来实现物品外形的加工。
2、比如公告号为cn211888954u的专利文件公开了一种多方向成型五金件的冲压模具。所述下模的内部开设有分料台,且分料台的一侧开设有凹槽,所述凹槽的一端连接有成型孔,所述凹槽呈倾斜状开设,且成型孔等分分布在下模的内部。本实用新型提供的多方向成型五金件的冲压模具具有上模之间可以通过楔形块与楔形槽之间进行连接,从而固定在固定板上,使得一台设备能够安装多套模具进行生产,减少生产的投入,同时可以提高生产效率,一次性提高生产效率,且上模之间通过卡槽连接,能够快速得到完成拆卸与组装,缩减调整模具的时间,下模内部开设有对称的成型孔,可以提高一次性成型量,即使一套模具一次也能有多个产品成型提高生产效率。
3、然而现有的两个单侧带翻边的多方向成型五金件的冲压模具传统工艺上大多数为单独加工模具,因其制作简单、修模方便、模具成本较低,所以被大家广泛应用,但因它单独加工模具工序较多,单侧翻边定位不好控制,制件质量相对不稳定,而且一道工序需要至少一台冲床和一个操作工人,因此生产成本相对较高且效率太低,不利于日常的使用,因此亟需设计一种多方向成型的五金生产模具来解决上述问题。
技术实现思路
1、本实用新型的目的在于提供一种多方向成型的五金生产模具,以解决上述背景技术中提出现有的两个单侧带翻边的多方向成型五金件的冲压模具传统工艺上大多数为单独加工模具,因其制作简单、修模方便、模具成本较低,所以被大家广泛应用,但因它单独加工模具工序较多,单侧翻边定位不好控制,制件质量相对不稳定,而且一道工序需要至少一台冲床和一个操作工人,因此生产成本相对较高且效率太低,不利于日常的使用问题。
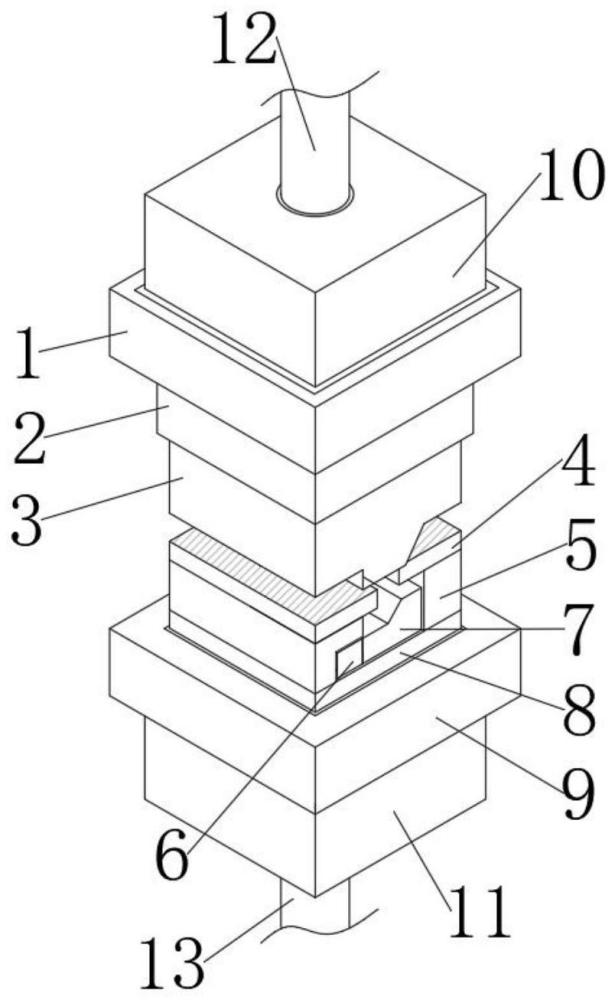
2、为实现上述目的,本实用新型提供如下技术方案:一种多方向成型的五金生产模具,包括上模板,所述上模板的底端固定连接有上垫板,所述上垫板的底端固定连接有凸模本体,所述凸模本体的底部设置有两组定位块,两组所述定位块的底部固定连接凹模,所述凹模的内部设置有成型镶块,所述凹模的内部通过成型镶块设置有托板,所述托板的底部固定连接有下垫板。
3、优选的,所述下垫板的底端固定连接有下模板,所述上模板和下模板之间相互适配。
4、优选的,所述上模板的顶端固定连接有上压箱,所述下模板的底部固定连接有下压箱。
5、优选的,所述上压箱的顶部设置有第一对接推杆,所述下压箱的底部设置有第二对接推杆。
6、优选的,所述上压箱的内部设置有六组第一紧压推杆,所述下压箱的内部设置有四组第二紧压推杆。
7、优选的,所述凹模的内部均匀开设有第一推杆卡槽,所述托板的内部均匀开设有第二推杆卡槽。
8、与现有技术相比,本实用新型的有益效果是:
9、该多方向成型的五金生产模具,通过设置的上模板、上垫板、凸模本体、定位块、凹模、成型镶块、托板、下垫板和下模板,提高两个单侧带翻边的多方向成型五金件生产的质量,在实际的使用过程中,凸模本体、上垫板通过销钉、螺栓固定在上模板,凹模成型位置加工分型面,与下垫板通过销钉、螺栓固定在下模板,托板通过螺栓、顶杆固定在凹模型腔内上下活动,凹模通过销钉、螺栓锁紧在凹模上,成型镶块通过挂台固定在凹模,本实用新型合模时,凸模本体下行与托板完成轮廓成型,压住产品继续下行,凸模本体与凹模再完成向上翻边成型,从而解决现有技术中两个单侧带翻边的多方向成型五金件单独加工模具工序较多,单侧翻边定位不好控制,而带来的制件质量相对不稳定、生产成本高、效率,体现了设备设计的实用性。
10、该多方向成型的五金生产模具,通过设置的上模板、凸模本体、托板、下垫板、下模板、上压箱、下压箱、第一紧压推杆、第二紧压推杆、第一推杆卡槽和第二推杆卡槽,进一步提高设备整体的生产效果,在日常的使用过程中,日常上模板和下模板分别通过第一对接推杆和第二对接推杆进行对接压合操作,当成型镶块和托板完成轮廓对齐后,此时可以启动上压箱和下压箱内部的第一紧压推杆和第二紧压推杆,使其分别在凸模本体和托板的第一推杆卡槽和第二推杆卡槽处进行适配性的液压推动操作,从而使得凸模本体和托板的上下两端均能得到稳定牢固的压合力,从而保证多方向成型五金件得到更加全面稳定的模具成型操作,体现了设备设计的全面性。
技术特征:
1.一种多方向成型的五金生产模具,包括上模板(1),其特征在于:所述上模板(1)的底端固定连接有上垫板(2),所述上垫板(2)的底端固定连接有凸模本体(3),所述凸模本体(3)的底部设置有两组定位块(4),两组所述定位块(4)的底部固定连接凹模(5),所述凹模(5)的内部设置有成型镶块(6),所述凹模(5)的内部通过成型镶块(6)设置有托板(7),所述托板(7)的底部固定连接有下垫板(8)。
2.根据权利要求1所述的一种多方向成型的五金生产模具,其特征在于:所述下垫板(8)的底端固定连接有下模板(9),所述上模板(1)和下模板(9)之间相互适配。
3.根据权利要求2所述的一种多方向成型的五金生产模具,其特征在于:所述上模板(1)的顶端固定连接有上压箱(10),所述下模板(9)的底部固定连接有下压箱(11)。
4.根据权利要求3所述的一种多方向成型的五金生产模具,其特征在于:所述上压箱(10)的顶部设置有第一对接推杆(12),所述下压箱(11)的底部设置有第二对接推杆(13)。
5.根据权利要求3所述的一种多方向成型的五金生产模具,其特征在于:所述上压箱(10)的内部设置有六组第一紧压推杆(14),所述下压箱(11)的内部设置有四组第二紧压推杆(15)。
6.根据权利要求1所述的一种多方向成型的五金生产模具,其特征在于:所述凹模(5)的内部均匀开设有第一推杆卡槽(16),所述托板(7)的内部均匀开设有第二推杆卡槽(17)。
技术总结
本技术涉及五金生产模具技术领域,具体为一种多方向成型的五金生产模具,包括上模板,所述上模板的底端固定连接有上垫板,所述上垫板的底端固定连接有凸模本体,所述凸模本体的底部设置有两组定位块,两组所述定位块的底部固定连接凹模,所述凹模的内部设置有成型镶块,所述凹模的内部通过成型镶块设置有托板。本技术通过设置的上模板、上垫板、凸模本体、定位块、凹模和成型镶块,提高两个单侧带翻边的多方向成型五金件生产的质量,在实际的使用过程中,凸模本体、上垫板通过销钉、螺栓固定在上模板,凹模成型位置加工分型面,与下垫板通过销钉、螺栓固定在下模板,托板通过螺栓、顶杆固定在凹模型腔内上下活动。
技术研发人员:白福建,江应龙,李晨彦,洪卫,陈清林,刘显贵
受保护的技术使用者:厦门市业佳实业有限公司
技术研发日:20230615
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!