一种冲压装置的制作方法
本技术涉及零件加工,具体为一种冲压装置。
背景技术:
1、在用于对五金件的零件进行加工处理过程中,可通过冲压工序,对生产的材料进行挤压,方便达到挤压定型的工作,但是目前市场上的冲压装置还是存在以下的问题:
2、整体的装置只能单一的对同一形态零件进行冲压加工,后续需要进行不同形态的零件加工时,无法对装置上的冲压机构进行更替,或是进行拆分的操作不便捷,容易发生磨损现象。
3、针对上述问题,在原有的冲压装置的基础上进行创新设计。
技术实现思路
1、本实用新型的目的在于提供一种冲压装置,以解决上述背景技术中提出的目前市场上常见的冲压装置,整体的装置只能单一的对同一形态零件进行冲压加工,后续需要进行不同形态的零件加工时,无法对装置上的冲压机构进行更替,或是进行拆分的操作不便捷,容易发生磨损现象的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种冲压装置,包括装置底板和液压升降缸,所述装置底板的顶面开设有定位方槽,且装置底板的底面固定安装有组合u形框架,所述装置底板的上方安装有冲压垫板,且冲压垫板的中端顶面设置有定型凹槽,所述冲压垫板的底面安装有限位方块,且限位方块与定位方槽相互连接,所述组合u形框架的顶端下方固定安装有液压升降缸,且液压升降缸的底端开设有安装槽口,所述冲压垫板的上方安装有冲压构件,且冲压构件的顶面安装有衔接方块,所述衔接方块上开设有组装收纳槽,且衔接方块的顶面中心设置有组装孔,并且组装孔与液压升降缸的底端相互连接,所述衔接方块内安装有限位直板,且限位直板贯穿安装槽口,并且限位直板穿过组装收纳槽和衔接方块的外表面,所述限位直板的末端开设有通孔。
3、优选的,所述冲压垫板与限位方块为一体化结构设置,且限位方块与定位方槽的连接方式为卡合连接。
4、优选的,所述冲压构件与冲压垫板上的定型凹槽相互匹配,且冲压构件与衔接方块为一体化结构设置。
5、优选的,所述组装收纳槽与组装孔相互贯通,且组装收纳槽的宽度小于组装孔的直径。
6、优选的,所述组装孔与液压升降缸的底端连接方式为卡合对接,且液压升降缸上的安装槽口与组装收纳槽宽度相同。
7、优选的,所述限位直板与组装收纳槽的连接方式为卡合连接,且限位直板的长度大于组装收纳槽的长度。
8、优选的,所述限位直板与安装槽口的连接方式为滑入卡合。
9、与现有技术相比,本实用新型的有益效果是:该冲压装置,
10、1、可通过液压升降缸带动冲压构件的升降,可对摆放到冲压垫板中定型凹槽内部的材料板体进行施压,从而达到冲压定型的加工工作,并且冲压垫板通过限位方块与定位方槽的卡合摆放在装置底板上,后续可根据需求对冲压垫板进行更换操作;
11、2、冲压构件通过衔接方块上组装孔与液压升降缸的底端对接以及限位直板穿过安装槽口进行固定,当需要对冲压构件进行更换操作时,可通过通孔对限位直板进行拉动,可快速的解除对冲压构件的固定,方便拆分。
技术特征:
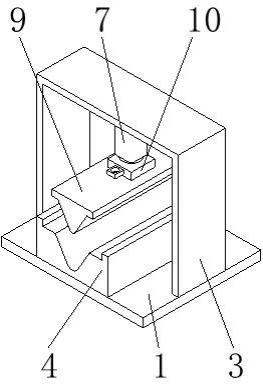
1.一种冲压装置,包括装置底板(1)和液压升降缸(7),其特征在于:所述装置底板(1)的顶面开设有定位方槽(2),且装置底板(1)的底面固定安装有组合u形框架(3),所述装置底板(1)的上方安装有冲压垫板(4),且冲压垫板(4)的中端顶面设置有定型凹槽(5),所述冲压垫板(4)的底面安装有限位方块(6),且限位方块(6)与定位方槽(2)相互连接,所述组合u形框架(3)的顶端下方固定安装有液压升降缸(7),且液压升降缸(7)的底端开设有安装槽口(8),所述冲压垫板(4)的上方安装有冲压构件(9),且冲压构件(9)的顶面安装有衔接方块(10),所述衔接方块(10)上开设有组装收纳槽(11),且衔接方块(10)的顶面中心设置有组装孔(12),并且组装孔(12)与液压升降缸(7)的底端相互连接,所述衔接方块(10)内安装有限位直板(13),且限位直板(13)贯穿安装槽口(8),并且限位直板(13)穿过组装收纳槽(11)和衔接方块(10)的外表面,所述限位直板(13)的末端开设有通孔(14)。
2.根据权利要求1所述的一种冲压装置,其特征在于:所述冲压垫板(4)与限位方块(6)为一体化结构设置,且限位方块(6)与定位方槽(2)的连接方式为卡合连接。
3.根据权利要求1所述的一种冲压装置,其特征在于:所述冲压构件(9)与冲压垫板(4)上的定型凹槽(5)相互匹配,且冲压构件(9)与衔接方块(10)为一体化结构设置。
4.根据权利要求1所述的一种冲压装置,其特征在于:所述组装收纳槽(11)与组装孔(12)相互贯通,且组装收纳槽(11)的宽度小于组装孔(12)的直径。
5.根据权利要求1所述的一种冲压装置,其特征在于:所述组装孔(12)与液压升降缸(7)的底端连接方式为卡合对接,且液压升降缸(7)上的安装槽口(8)与组装收纳槽(11)宽度相同。
6.根据权利要求1所述的一种冲压装置,其特征在于:所述限位直板(13)与组装收纳槽(11)的连接方式为卡合连接,且限位直板(13)的长度大于组装收纳槽(11)的长度。
7.根据权利要求1所述的一种冲压装置,其特征在于:所述限位直板(13)与安装槽口(8)的连接方式为滑入卡合。
技术总结
本技术公开了一种冲压装置,包括装置底板和液压升降缸,所述装置底板的顶面开设有定位方槽,且装置底板的底面固定安装有组合U形框架,所述装置底板的上方安装有冲压垫板,且冲压垫板的中端顶面设置有定型凹槽,所述冲压垫板的底面安装有限位方块,且限位方块与定位方槽相互连接,所述组合U形框架的顶端下方固定安装有液压升降缸,且液压升降缸的底端开设有安装槽口。该冲压装置,可通过液压升降缸带动冲压构件的升降,可对摆放到冲压垫板中定型凹槽内部的材料板体进行施压,从而达到冲压定型的加工工作,并且冲压垫板通过限位方块与定位方槽的卡合摆放在装置底板上,后续可根据需求对冲压垫板进行更换操作。
技术研发人员:于溯洋,刘洋
受保护的技术使用者:嘉兴市高岛五金有限公司
技术研发日:20230616
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!