一种始极片压纹装置用压纹模具的制作方法
本技术涉及铜材生产设备,特别涉及一种始极片压纹装置用压纹模具。
背景技术:
1、在传统法铜电解生产过程中,入槽用的阴极是由种板铜皮经始极片机组加工而成。种板铜皮在始极片机组需经精矫、压纹、矫平、钉耳等工序,最后形成标准的阴极。压纹的具体作用是:给经精矫机去应力后的铜皮加加强筋,以提高铜皮的强度,防止始极片在后续的加工及转运过程中产生二次变形。铜皮的压纹由压纹模具实现,压纹模具的形状、结构及布局直接影响始极片的压纹质量,进而影响到始极片的板面悬垂度。由于铜皮厚度不均匀,普通压纹装置的压纹模具加工效果不好,加工出的始极片板面悬垂度低,刚性和抗变形能力差,进入电解槽初期易发生形变。
技术实现思路
1、针对上述技术问题,本实用新型提供了一种始极片压纹装置用压纹模具。
2、为了实现上述目的,本实用新型的技术方案具体如下:
3、一种始极片压纹装置用压纹模具,包括:
4、四组呈一字形水平排列的压纹机构,且每组压纹机构上分别设置有压纹深度可调节的压纹挤压驱动装置;
5、所述压纹机构包括:
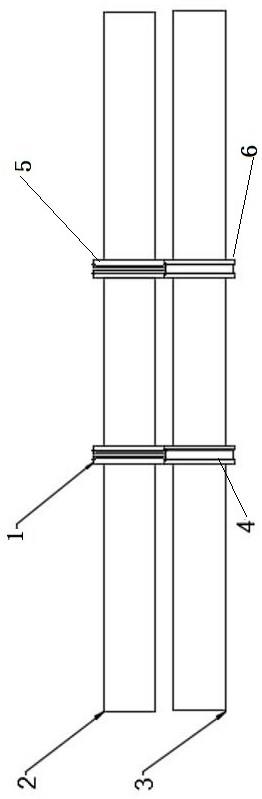
6、上轧纹辊,其上依次设置第一凹压轮和第一凸压轮;
7、下轧纹辊,其上依次设置第二凸压轮和第二凹压轮。
8、所述第一凸压轮和第二凸压轮的中间部位均设置有凹槽,凹槽深3mm宽 6mm,且凹槽两侧边沿宽度为2mm。
9、所述四组压纹机构中,第二组和第三组压纹机构中相对应的第一凸压轮和第一凹压轮之间的间距l1为180mm,第一凹压轮和第一凸压轮之间的间距l2为440mm;第一组和第四组压纹机构中相对应的第一凸压轮和第一凹压轮之间的间距l3为740mm,第一凹压轮和第一凸压轮之间的间距l4为860mm。
10、所述第一组和第三组压纹机构中第一凸压轮的压纹角β均采用1:15的角度,第二组和第四组压纹机构中第二凸压轮的压纹角α均采用1:30的角度。
11、本实用新型的有益效果是:
12、1、由于始极片为电化学电解生产出来的,分为麻面和光面,麻面比较疏松,光面比较致密,压纹时始极片的光面朝上,因此,本实用新型设计四组压纹机构,即八道纹的排布形式,这样的设计,可以最大承担保证始极片的悬垂度优良率;
13、2、第一凸压轮和第二凸压轮的中间部位均设置有凹槽,凹槽深3mm宽 6mm,且凹槽两侧边沿宽度为2mm,这样的设计,使得在始极片压纹时多余产生的形变得到释放,保证压纹效果,同时,模具在遇到很大的颗粒时也不容易损坏;
14、3、由于现始极片钉耳间距为600,同时耳部宽度为100,故将始极片的2、3道纹定为440和740保证压纹能够全部错开钉耳位置,减少钉耳对始极片压纹效果和悬垂度的影响;
15、4、由于始极片为电化学电解生产出来的,分为麻面和光面,麻面比较疏松,光面比较致密,压纹时始极片的光面朝上,所以凸纹需要压制形变后回弹较小,故,第二组和第四组压纹机构的压纹角α均采用1:30的角度,凹纹需要压制形变后回弹较大,故,第一组和第三组压纹机构的压纹角β均采用1:15的角度;
16、5、本实用新型能够保证始极片的悬垂度,增加它的刚性和抗变形能力,使它在进入电解槽初期不容易发生形变,有效的保证了电铜的生产质量。
技术特征:
1.一种始极片压纹装置用压纹模具,其特征在于,包括:
2.根据权利要求1所述的一种始极片压纹装置用压纹模具,其特征在于,所述第一凸压轮(5)和第二凸压轮(4)的中间部位均设置有凹槽,凹槽深3mm宽 6mm,且凹槽两侧边沿宽度为2mm。
3.根据权利要求2所述的一种始极片压纹装置用压纹模具,其特征在于,所述四组压纹机构中,第二组和第三组压纹机构中相对应的第一凸压轮(5)和第一凹压轮(1)之间的间距l1为180mm,第一凹压轮(1)和第一凸压轮(5)之间的间距l2为440mm;第一组和第四组压纹机构中相对应的第一凸压轮(5)和第一凹压轮(1)之间的间距l3为740mm,第一凹压轮(1)和第一凸压轮(5)之间的间距l4为860mm。
4.根据权利要求3所述的一种始极片压纹装置用压纹模具,其特征在于,所述第一组和第三组压纹机构中第一凸压轮(5)的压纹角β均采用1:15的角度,第二组和第四组压纹机构中第二凸压轮(4)的压纹角α均采用1:30的角度。
技术总结
本技术公开了一种始极片压纹装置用压纹模具,包括:四组呈一字形水平排列的压纹机构,且每组压纹机构上分别设置有压纹深度可调节的压纹挤压驱动装置;所述压纹机构包括:上轧纹辊,其上依次设置第一凹压轮和第一凸压轮;下轧纹辊,其上依次设置第二凸压轮和第二凹压轮。
技术研发人员:彭明,杨忠堂,高新峰,杨国红,李睿,郭振亚,程东,徐贵,黄金泉
受保护的技术使用者:金川集团铜业有限公司
技术研发日:20230616
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!