一种轴承沟道油孔加工夹持工装的制作方法
本技术涉及轴承加工设备,尤其是涉及一种轴承沟道油孔加工夹持工装。
背景技术:
1、轴承主要由内圈、外圈、滚动体和保持架组成,之外还有密封套等辅助零件,轴承内外圈在加工时,需要对沟道打油孔,常规打油孔的方向有两种,即垂直于外圈进行打油孔和相对外圈倾斜进行打油孔,打油孔时需要利用夹持工装夹持固定外圈;
2、但是现有的夹持工装存在一些缺陷,例如:
3、现有的夹持工装只能竖直或者水平夹持外圈,即外圈只能水平或垂直放在夹持工装内,而并不能使得外圈倾斜,使得夹持外圈的方向单一,适用范围窄。
技术实现思路
1、本实用新型提出一种轴承沟道油孔加工夹持工装,以解决上述背景技术中提出的问题。
2、本实用新型的技术方案是这样实现的:
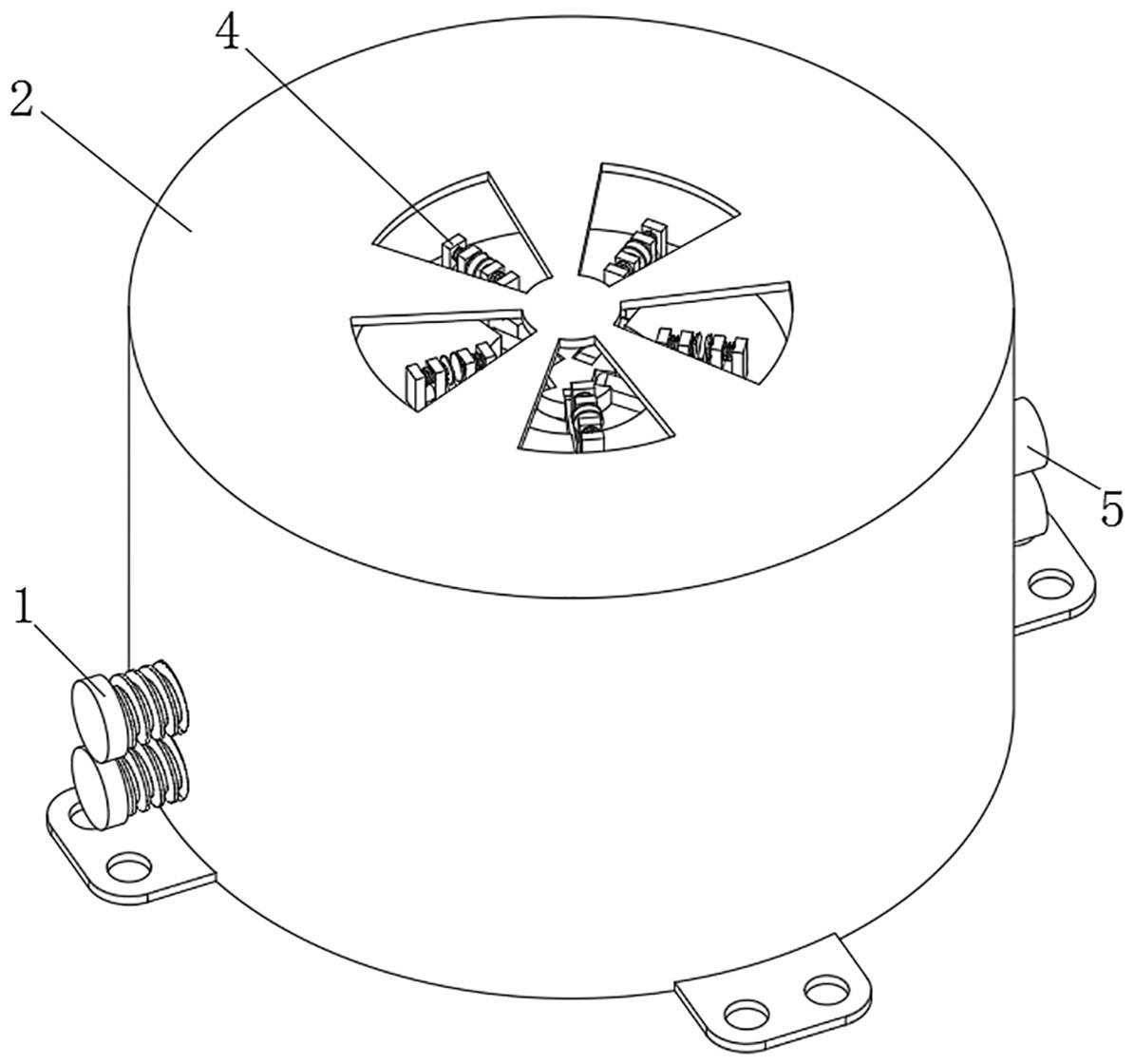
3、一种轴承沟道油孔加工夹持工装,包括有外固定座、内转动座和内升降座;
4、外固定座:所述外固定座的下端螺纹穿过有两个第一螺杆,所述外固定座的下端横向活动穿过有两个支撑杆,两个第一螺杆和两个支撑杆均位于同一竖直面上;
5、内转动座:所述内转动座位于外固定座内,两个第一螺杆和两个支撑杆均转动在内转动座的下端,所述内转动座内安装动力组件;
6、内升降座:所述内升降座上下活动穿插在内转动座内,所述动力组件带动内升降座上下移动,所述内升降座内圆形阵列安装夹具,所述动力组件带动一圈夹具相互靠近或相互远离;
7、通过采用上述技术方案,夹具夹住轴承外圈或内圈,转动两个第一螺杆即可控制内转动座在水平面上的位置,转动其中一个第一螺杆即可控制内转动座相对水平面的角度,进而控制夹具夹取轴承内外圈时轴承内外圈的位置和朝向角度。
8、优选的,所述动力组件包括有油缸、升降杆和摆杆,所述油缸安装在内转动座内且伸出端固定升降杆,所述升降杆穿过内升降座,所述升降杆的上下端侧面均圆形阵列转动有摆杆;
9、通过采用上述技术方案,油缸带动升降杆上下移动,升降杆带动内升降座上下移动,使得夹具穿入轴承内圈内或者轴承外圈内。
10、优选的,还包括有弹簧,所述升降杆上下活动穿过内升降座,所述内升降座与升降杆之间安装弹簧;
11、通过采用上述技术方案,升降杆在上下移动一段距离后再推动内升降座上下移动,即控制夹具向上套在轴承内圈内或者轴承外圈外后,才使得夹具靠近轴承内外圈。
12、优选的,所述夹具包括有横移杆和限位杆,所述横移杆水平活动穿插在内转动座内且朝内转动座的中心移动,上下两个摆杆的另一端转动安装在横移杆的上下端,所述横移杆的侧面一体成型有限位杆,所述限位杆横向活动穿入内升降座;
13、通过采用上述技术方案,摆杆的摆动带动横移杆在水平面上移动,进而控制横移杆向向中间夹住轴承内外圈,限位杆限制横移杆只能进行水平方向的移动,避免横移杆倾倒。
14、优选的,还包括有按压板、内穿杆和第二螺杆,所述内穿杆活动穿过横移杆的上端,所述第二螺杆螺纹穿过横移杆的上端,所述内穿杆和第二螺杆并排设置,所述内穿杆和第二螺杆的端部分别转动在按压板的上下端;
15、通过采用上述技术方案,按压板抵触轴承内外圈,转动第二螺杆来控制按压板的初始位置,进而使得按压板可压住不同大小尺寸的轴承内外圈。
16、优选的,所述外固定座的上端一体成型有外装饰板,所述外装饰板内圆形阵列有扇形孔,所述扇形孔位于按压板、内穿杆和第二螺杆的正上方;
17、通过采用上述技术方案,可使得轴承水平移动到外装饰板上,使得本装置更适用于轴承运送的生产线上,而扇形孔的尺寸大于按压板、内穿杆和第二螺杆的整体尺寸,即使内转动座变动位置或者调整角度,也仍能使得按压板、内穿杆、第二螺杆和横移杆移出外固定座并夹住轴承内外圈。
18、优选的,所述内升降座的侧面在竖直方向上设有卡槽,所述内转动座的内侧安装限位挡板,所述限位挡板在卡槽内上下移动;
19、通过采用上述技术方案,限位挡板移动到卡槽的最上端和最下端时,会限制内升降座继续向上移动或继续向下移动,即用来限制内升降座的最大上下移动距离,当内升降座向上移动到最高处时,摆杆才会拉动横移杆。
20、采用了上述技术方案,本实用新型的有益效果为:
21、本实用新型利用动力组件带动内升降座和夹具升降到轴承内外圈的外部,同时动力组件带动夹具夹住轴承外圈或内圈,以此夹持轴承内外圈,且转动两个第一螺杆即可控制内转动座在水平面上的位置,转动其中一个第一螺杆即可控制内转动座相对水平面的角度,进而控制夹具夹取轴承内外圈时轴承内外圈的位置和朝向角度,夹持内外圈的方向更加多,适用范围更广。
技术特征:
1.一种轴承沟道油孔加工夹持工装,其特征在于:包括有外固定座(2)、内转动座(3)和内升降座(7);
2.根据权利要求1所述的一种轴承沟道油孔加工夹持工装,其特征在于:所述动力组件(8)包括有油缸(84)、升降杆(82)和摆杆(83),所述油缸(84)安装在内转动座(3)内且伸出端固定升降杆(82),所述升降杆(82)穿过内升降座(7),所述升降杆(82)的上下端侧面均圆形阵列转动有摆杆(83)。
3.根据权利要求2所述的一种轴承沟道油孔加工夹持工装,其特征在于:还包括有弹簧(81),所述升降杆(82)上下活动穿过内升降座(7),所述内升降座(7)与升降杆(82)之间安装弹簧(81)。
4.根据权利要求2所述的一种轴承沟道油孔加工夹持工装,其特征在于:所述夹具(4)包括有横移杆(41)和限位杆(42),所述横移杆(41)水平活动穿插在内转动座(3)内且朝内转动座(3)的中心移动,上下两个摆杆(83)的另一端转动安装在横移杆(41)的上下端,所述横移杆(41)的侧面一体成型有限位杆(42),所述限位杆(42)横向活动穿入内升降座(7)。
5.根据权利要求4所述的一种轴承沟道油孔加工夹持工装,其特征在于:还包括有按压板(43)、内穿杆(44)和第二螺杆(45),所述内穿杆(44)活动穿过横移杆(41)的上端,所述第二螺杆(45)螺纹穿过横移杆(41)的上端,所述内穿杆(44)和第二螺杆(45)并排设置,所述内穿杆(44)和第二螺杆(45)的端部分别转动在按压板(43)的上下端。
6.根据权利要求5所述的一种轴承沟道油孔加工夹持工装,其特征在于:所述外固定座(2)的上端一体成型有外装饰板,所述外装饰板内圆形阵列有扇形孔,所述扇形孔位于按压板(43)、内穿杆(44)和第二螺杆(45)的正上方。
7.根据权利要求1所述的一种轴承沟道油孔加工夹持工装,其特征在于:所述内升降座(7)的侧面在竖直方向上设有卡槽,所述内转动座(3)的内侧安装限位挡板(6),所述限位挡板(6)在卡槽内上下移动。
技术总结
本技术提出了一种轴承沟道油孔加工夹持工装,包括有外固定座、内转动座和内升降座,所述外固定座的下端螺纹穿过有两个第一螺杆,所述外固定座的下端横向活动穿过有两个支撑杆,两个第一螺杆和两个支撑杆均位于同一竖直面上,所述内转动座位于外固定座内,两个第一螺杆和两个支撑杆均转动在内转座的下端,所述内转动座内安装动力组件,所述内升降座上下活动穿插在内转动座内;本技术利用动力组件带动内升降座和夹具升降到轴承内外圈的外部,同时动力组件带动夹具夹住轴承外圈或内圈,以此夹持轴承内外圈,且可控制夹具夹取轴承内外圈时轴承内外圈的位置和朝向角度,夹持内外圈的方向更加多,适用范围更广。
技术研发人员:许松峰,虎屹
受保护的技术使用者:河南通产机械有限公司
技术研发日:20230617
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!