一种铜箔丝拉丝切断装置的制作方法
本技术涉及金属线材拉丝装置,具体的,涉及一种铜箔丝拉丝切断装置。
背景技术:
1、金属线材拉丝是指金属线材在一定的拉力作用下,通过模孔发生塑性形变,使金属线材横截面积减小、长度增加的一种压力加工方法,其特点是拉伸线材有较精确的尺寸,表面光洁,金属丝横截面积多样化,可以拉伸各种尺寸的线材,拉伸过程主要涉及拉伸工艺和拉伸模具的配置,设备生产效率高。
2、现有金属拉丝机是用于对金属进行拉丝加工的设备,其广泛应用于钢丝、制绳丝、预应力钢丝、标准件等金属制品的生产和预加工处理,金属拉丝机的工作过程大体是线材经一级或多级拉丝模拉细后缠绕在卷筒上进行收卷。
3、传统的金属线材拉丝装置在拉丝结束后需要人工将金属丝切断。申请号为cn202021837521.x的中国实用新型专利公开了一种金属拉丝装置,包括在机架上依次安装的输入导轮、拉丝模、缓冲件、导丝机构、卷筒,机架上安装有用于驱动卷筒旋转的收卷电机,所述导丝机构包括竖直的丝杆、安装在机架上的电机,丝杆两端经轴承座安装在机架上,电机的输出轴经联轴器与丝杆下端连接传动,丝杆上安装有螺母,螺母外侧面铰接有导线架,导线架上间隔安装有两个导轮,该专利的金属拉丝装置拉丝后需要手动切断线材。
技术实现思路
1、本实用新型提出一种铜箔丝拉丝切断装置,解决了现有拉丝装置拉丝后铜箔丝线材不能自动切断问题。
2、本实用新型的技术方案如下:
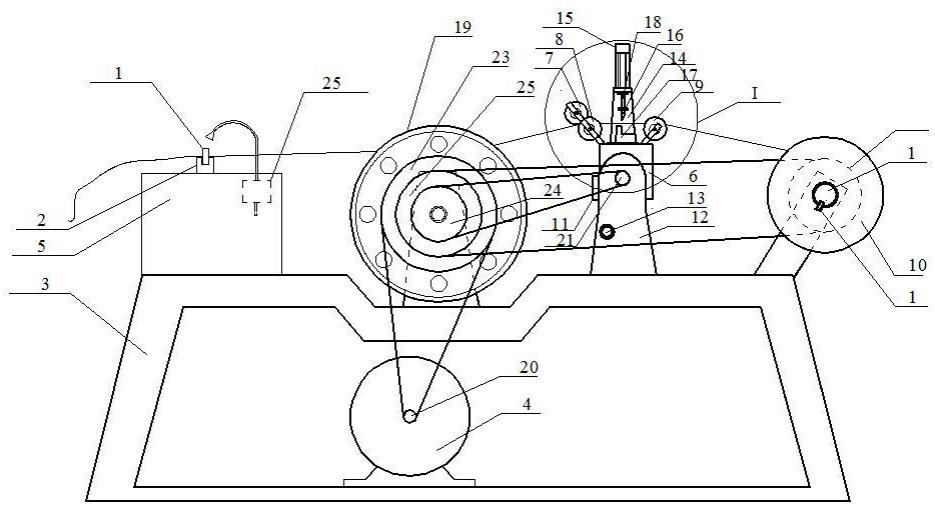
3、一种铜箔丝拉丝切断装置,包括拉丝模具、模具架、机架、主伺服电机、冷却液槽、冷却液喷淋装置、鼓轮、上导向轮、下导向轮、后导向轮、光杆排线器、铜箔丝切割装置、卷盘和plc控制器,其特征在于,冷却液槽固定设置在机架的前端,模具架固定设置在冷却液槽的上方,拉丝模具插接在模具架内,鼓轮和鼓轮转轴固定连接,鼓轮转轴和鼓轮一侧的鼓轮支架转动连接,鼓轮绕鼓轮转轴的轴心线转动,鼓轮支架固定连接在冷却液槽后侧的机架上,上导向轮是凸型滑轮,下导向轮是凹型滑轮,上导向轮固定连接在下导向轮的上方,上导向轮的轮体和下导向轮的轮体相互匹配压合,下导向轮固定连接在机头顶部前端,光杆排线器包括机头、光杆、支架板、平衡轨道、换向挡块及调距螺杆,光杆排线器的支架板固定连接在鼓轮后侧的机架上部,铜箔丝切割装置包括电动缸支架、电动缸、刀头和顶部靠近刀头的侧面与刀头的侧面相切的l型底座,电动缸包括伺服电机、伺服驱动器和推杆,电动缸支架固定连接电动缸和机头,刀头固定连接推杆,l型底座固定连接在机头顶部中心,后导向轮固定连接在机头顶部后端,卷盘和卷盘转轴固定连接,卷盘转轴和卷盘支架转动连接,卷盘绕卷盘转轴的轴心线转动,主伺服电机的主轴固定连接有第一带轮,鼓轮转轴与鼓轮支架相对的一端依次固定连接有第二带轮、第三带轮和第四带轮,光杆靠近第三带轮的一端固定连接有第五带轮,卷盘转轴与卷盘支架相对的一端固定连接有第六带轮,第一带轮通过皮带和第二带轮连接,第三带轮通过皮带和第五带轮连接,第四带轮通过皮带和第六带轮连接,所有带轮相互配合使单位时间内经过鼓轮和卷盘的铜箔丝的长度相同,主伺服电机和主伺服驱动器连接,主伺服驱动器和plc控制器连接,伺服电机通过伺服驱动器和plc控制器连接。
4、进一步地,冷却液喷淋装置包括水泵本体和出水管,出水管的出口对准拉丝模具,水泵本体位于冷却液槽内的上部,水泵本体上的进水口位于冷却液液面以下。
5、进一步地,卷盘通过插销和卷盘转轴固定连接。
6、进一步地,上导向轮和下导向轮的轮体为尼龙材质。
7、进一步地,拉丝模具和鼓轮位于同一平面内。
8、进一步地,上导向轮、下导向轮和后导向轮位于同一平面内。
9、进一步地,主伺服电机位于机架底部。
10、进一步地,第一带轮、第二带轮、第三带轮、第四带轮、第五带轮和第六带轮之间用于连接的皮带为多楔带。
11、铜箔丝在铜箔丝拉丝切断装置内的穿设路径如下:铜箔丝穿过拉丝模具的拉丝孔,绕滚轮缠绕若干圈数,再从上导向轮和下导向轮的轮体之间穿过,跨越l型底座的上方,经过导向轮引导至卷盘。
12、plc控制器的运行原理如下:plc控制器控制主伺服电机和伺服电机,具体是plc控制器通过主伺服驱动器向主伺服电机发送信号,主伺服电机运行,主伺服电机的编码器记录主伺服电机的转数并将转数信息向主伺服驱动器发送,plc控制器收集通过主伺服驱动器传输的主伺服电机的转数信息,plc控制器比较主伺服电机转数和预先输入plc控制器的主伺服电机的设定转数,当主伺服电机转数达到设定转数时,plc控制器停止向主伺服驱动器发出信号,主伺服驱动器停止向主伺服电机发送信号,主伺服电机停止运行,主伺服电机的转数经过换算得到拉丝后的铜箔丝的长度,由此plc控制器可以通过预先设定主伺服电机的转数的方式来控制拉丝后的铜箔丝的长度,当主伺服电机停止运行后,plc控制器通过驱动器向电动缸的伺服电机发出运行指令,伺服电机启动,电动缸的推杆伸出并带动推杆上的刀头,刀头的侧面与l型底座的侧面相切将铜箔丝切断,随后电动缸的伺服电机反向转动,电动缸的推杆缩回,铜箔丝切割装置完成一次切割动作,重新将铜箔丝接引至卷盘后,plc控制器再次通过主伺服驱动器向主伺服电机发送信号,主伺服电机重新运行。
13、本实用新型的工作原理及有益效果为:
14、本实用新型中,当拉丝后的铜箔丝达到设定的长度后,铜箔丝切断装置自动切断铜箔丝,完成铜箔丝的自动拉丝、自动切断和自动收卷,实现铜箔丝拉丝、切断和收卷的自动一体化生产。
15、采用一台主伺服电机驱动鼓轮拉伸铜箔丝,可以精确的控制鼓轮的旋转角度,由此精确控制铜箔丝的拉丝长度,方便生产。
16、本实用新型的铜箔丝拉丝切断装置使用一台主伺服电机驱动鼓轮、光杆排线器和卷盘,结构简化和紧凑,节约生产空间,同时,避免鼓轮、光杆排线器和卷盘分别单独驱动增加装置制造成本,降低电机的单位耗电量。
17、将铜箔丝切割装置设置在光杆排线器的顶部,铜箔丝切割装置可以在光杆排线器的机头运行至任意位置处进行切割操作,不影响铜箔丝拉丝切断装置的拉丝和收卷操作
18、上导向轮、下导向轮和后导向轮可以引导铜箔丝沿规定方向行进,同时起到固定铜箔丝的作用,防止铜箔丝切割后弹起。
技术特征:
1.一种铜箔丝拉丝切断装置,包括拉丝模具、模具架、机架、鼓轮、主伺服电机、冷却液槽、冷却液喷淋装置、上导向轮、下导向轮、后导向轮、光杆排线器、铜箔丝切割装置、卷盘和plc控制器,所述拉丝模具插接在所述模具架内,所述光杆排线器包括机头、光杆、支架板、平衡轨道、换向挡块及调距螺杆,其特征在于,所述冷却液槽固定设置在所述机架的前端,所述模具架固定设置在所述冷却液槽的上方,所述鼓轮和鼓轮转轴固定连接;所述鼓轮转轴和所述鼓轮一侧的鼓轮支架转动连接,所述鼓轮绕所述鼓轮转轴的轴心线转动,所述鼓轮支架固定连接在所述冷却液槽后侧的所述机架上;所述上导向轮是凸型滑轮,所述下导向轮是凹型滑轮,所述上导向轮固定连接在所述下导向轮的上方,所述上导向轮的轮体和所述下导向轮的轮体相互匹配压合,所述下导向轮固定连接在所述机头顶部前端;所述光杆排线器的支架板固定连接在所述鼓轮后侧的所述机架上部,所述铜箔丝切割装置包括电动缸支架、电动缸、刀头和顶部靠近刀头的侧面与所述刀头的侧面相切的l型底座,所述电动缸为直线式集成电动缸,所述电动缸包括伺服电机、伺服驱动器和推杆,所述电动缸支架固定连接所述电动缸和所述机头,所述刀头固定连接所述推杆,所述l型底座固定连接在所述机头顶部中心;所述后导向轮固定连接在所述机头顶部后端;所述卷盘和卷盘转轴固定连接,所述卷盘转轴和卷盘支架转动连接,所述卷盘绕所述卷盘转轴的轴心线转动;所述主伺服电机的主轴固定连接有第一带轮,所述鼓轮转轴与所述鼓轮支架相对的一端依次固定连接有第二带轮、第三带轮和第四带轮,所述光杆固定连接有第五带轮,所述卷盘转轴与所述卷盘支架相对的一端固定连接有第六带轮;所述第一带轮通过皮带和第二带轮连接,所述第三带轮通过皮带和第五带轮连接,所述第四带轮通过皮带和第六带轮连接;所述主伺服电机和主伺服驱动器连接,所述主伺服驱动器和所述plc控制器连接,所述伺服电机通过所述伺服驱动器和所述plc控制器连接。
2.根据权利要求1所述的铜箔丝拉丝切断装置,其特征在于,所述冷却液喷淋装置包括水泵本体和出水管,所述出水管的出口对准拉丝模具,所述水泵本体位于所述冷却液槽内的上部,所述水泵本体上的进水口位于冷却液液面以下。
3.根据权利要求2所述的铜箔丝拉丝切断装置,其特征在于,所述卷盘通过插销和卷盘转轴固定连接。
4.根据权利要求2或3任意一项所述的铜箔丝拉丝切断装置,其特征在于,所述上导向轮和所述下导向轮的轮体为尼龙材质。
5.根据权利要求4所述的铜箔丝拉丝切断装置,其特征在于,所述拉丝模具和所述鼓轮位于同一平面内。
6.根据权利要求5所述的铜箔丝拉丝切断装置,其特征在于,所述上导向轮、所述下导向轮和所述后导向轮位于同一平面内。
7.根据权利要求6所述的铜箔丝拉丝切断装置,其特征在于,所述主伺服电机位于机架底部。
8.根据权利要求7所述的铜箔丝拉丝切断装置,其特征在于,所述第一带轮、所述第二带轮、所述第三带轮、所述第四带轮、所述第五带轮和所述第六带轮之间用于连接的皮带为多楔带。
技术总结
本技术涉及拉丝装置技术领域,提出了一种铜箔丝拉丝切断装置,包括拉丝模具、模具架、机架、鼓轮、主伺服电机、冷却液槽、冷却液喷淋装置、上导向轮、下导向轮、后导向轮、光杆排线器、铜箔丝切割装置、卷盘和PLC控制器,所述铜箔丝切割装置包括电动缸支架、电动缸、刀头和顶部靠近刀头的侧面与所述刀头的侧面相切的L型底座,所述电动缸包括伺服电机、伺服驱动器和推杆,所述电动缸支架固定连接所述电动缸和所述机头,所述主伺服电机和主伺服驱动器连接,所述主伺服驱动器和所述PLC控制器连接,所述伺服驱动器和所述PLC控制器连接。通过上述技术方案,解决了现有技术拉丝装置拉丝后铜箔丝线材不能自动切断问题。
技术研发人员:左新明
受保护的技术使用者:东莞市领康特种导体有限公司
技术研发日:20230621
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!