一种无缝管材缩头加工成型装置的制作方法
本技术涉及一种无缝管材缩头加工成型装置,属于无缝钢管。
背景技术:
1、无缝钢管是由整支圆钢穿孔而成的,表面上没有焊缝的钢管,称之为无缝钢管。根据生产方法,无缝钢管可分热轧无缝钢管、冷轧无缝钢管、冷拔无缝钢管、挤压无缝钢管、顶管等。按照断面形状,无缝钢管分圆形和异形两种,异形管有方形、椭圆形、三角形、六角形、瓜子形、星形、带翅管多种复杂形状。
2、在公开号为cn219093402u的一种无缝管材缩头加工成型装置,通过包括工作台,工作台上设置有夹具,夹具用于夹持铝管,工作台上还设置有挤压机,挤压机用于挤压铝管,该无缝管材缩头加工成型装置为了能在快速的对铝管进行夹持的同时,还可以防止铝管偏移,但夹具的下夹具与工作台之间通过之间连接,并调整下夹具的高度,但夹具的高度的精度难以精确控制,容易在调整后使得夹具的中心轴线与挤压机出来的管道轴线出现偏差,降低管道加工的精度,严重的容易导致管道损坏,因此需要提出一种新的方案来解决这个问题。
技术实现思路
1、本实用新型所要解决的技术问题在于:提供一种无缝管材缩头加工成型装置,它解决了现有技术中夹具的高度的精度难以精确控制,容易在调整后使得夹具的中心轴线与挤压机出来的管道轴线出现偏差,降低管道加工的精度,严重的容易导致管道损坏的问题。
2、本实用新型所要解决的技术问题采取以下技术方案来实现:
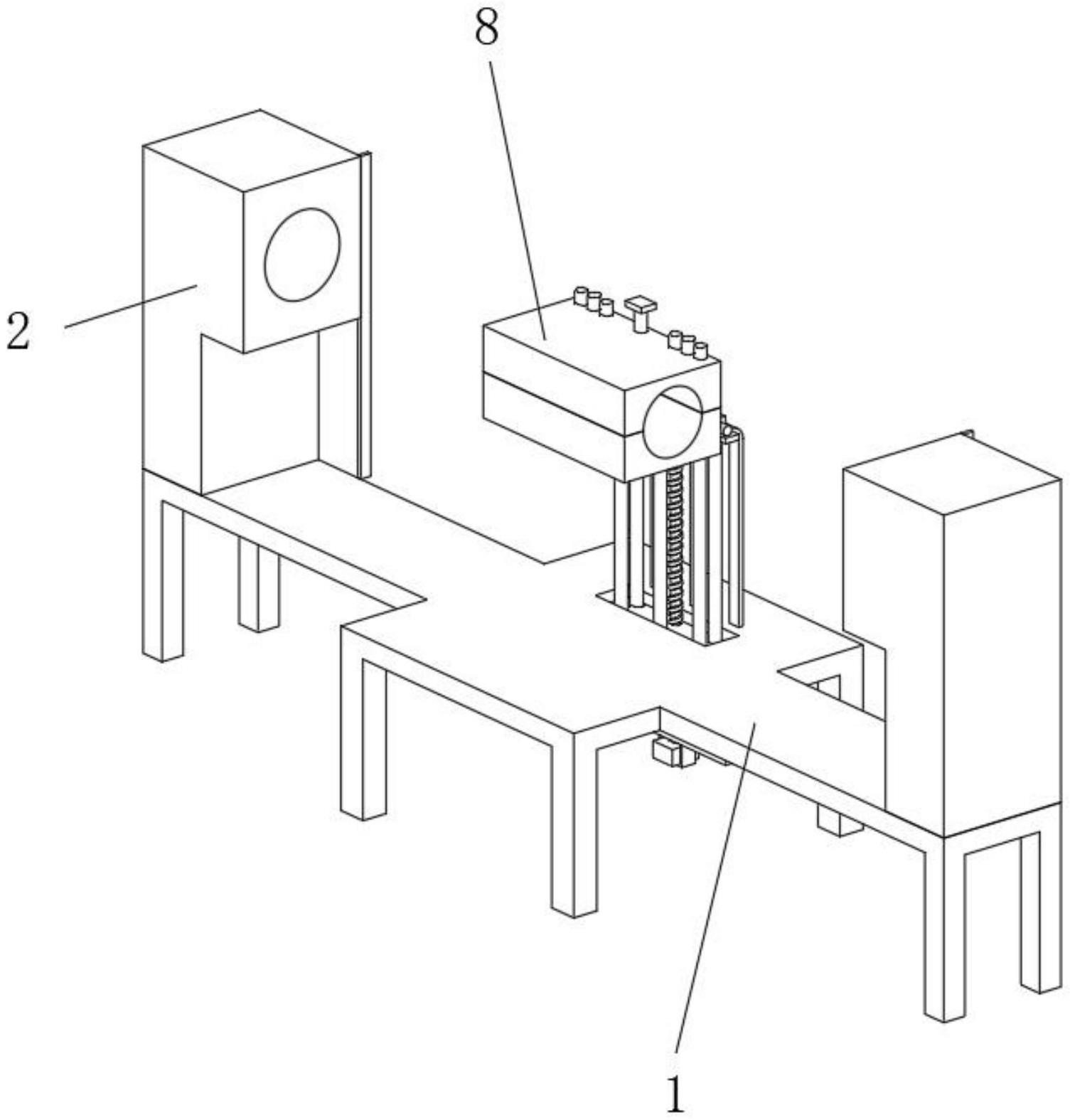
3、一种无缝管材缩头加工成型装置,包括工作台,所述工作台的上表面设置有挤压机,所述挤压机的一侧面固定连接有刻度板,所述工作台的内壁设置有限制机构,所述限制机构的底部设置有动力机构,所述动力机构的顶部设置有螺纹杆,所述螺纹杆的外表面螺纹连接有螺纹板,所述螺纹板的上表面设置有支撑机构,所述支撑机构的一侧面设置有夹具,所述支撑机构的内部设置有红外激光发射器。
4、通过采用上述技术方案,通过设置在挤压机一侧的刻度板,并通过螺纹杆和螺纹板带动夹具上下运动,通过带动支撑机构上的红外激光发射器,然后观察红外激光发射器分别照射在刻度板上的位置,将夹具精确调整到适当高度,使夹具的轴线和管道的轴线重合,解决现有夹具的高度的精度难以精确控制,容易在调整后使得夹具的中心轴线与挤压机出来的管道轴线出现偏差,降低管道加工的精度,严重的容易导致管道损坏的问题。
5、本实用新型进一步设置为:所述限制机构包括弧形板,所述弧形板的外表面与工作台的内壁固定连接,所述弧形板的两端均固定连接有定位板。
6、通过采用上述技术方案,弧形板的数量有多个,且上下贯穿工作台,起到固定支撑的效果。
7、本实用新型进一步设置为:所述定位板的一侧固定连接有限制杆,所述限制杆的外表面与螺纹板的内壁滑动连接。
8、通过采用上述技术方案,通过限制杆对螺纹板的旋转进行限制,使螺纹杆便于带动螺纹板上下运动,同时对螺纹板通过螺纹起到自锁的效果,同时对应螺纹板上下运动的空间中,工作台上开设有矩形孔,便于螺纹板运动。
9、本实用新型进一步设置为:所述动力机构包括安装架,所述安装架的顶部与定位板的底部固定连接,所述安装架的形状为u型。
10、通过采用上述技术方案,u型的安装架位于下方的定位板上,位于工作台的下方,便于提供支撑定位的效果。
11、本实用新型进一步设置为:所述安装架的内侧设置有电动机,所述电动机的输出端与螺纹杆的底部固定连接,所述螺纹杆的外表面与定位板的内壁转动连接
12、通过采用上述技术方案,通过定位板对螺纹杆定位支撑,同时便于电动机带动螺纹杆旋转
13、本实用新型进一步设置为:所述支撑机构包括支撑杆,所述支撑杆的底部与螺纹板的上表面固定连接,所述支撑杆的顶部固定连接有支撑柱。
14、通过采用上述技术方案,支撑杆的数量有三个,均与支撑柱连接,便于对支撑柱进行支撑。
15、本实用新型进一步设置为:所述支撑柱的内壁与红外激光发射器的外表面固定连接,所述支撑柱的一侧面与夹具的一侧面固定连接。
16、通过采用上述技术方案,通过支撑柱带动红外激发射器和夹具上下运动,调整高度,同时红外激光发射器与刻度板适配,便于将激光照射在刻度板上。
17、本实用新型的有益效果是:
18、1.本实用新型通过设置在挤压机一侧的刻度板,并通过螺纹杆和螺纹板带动夹具上下运动,通过带动支撑机构上的红外激光发射器,然后观察红外激光发射器分别照射在刻度板上的位置,将夹具精确调整到适当高度,使夹具的轴线和管道的轴线重合,解决现有夹具的高度的精度难以精确控制,容易在调整后使得夹具的中心轴线与挤压机出来的管道轴线出现偏差,降低管道加工的精度,严重的容易导致管道损坏的问题;
19、2.本实用新型通过设置两个刻度板,并在支撑柱的两端设置有两个红外激光发射器,通过对比两个刻度板的高度数值,便于及时发现夹具的高度是否保持水平,对夹具进行维修,同时在电动机的外侧设置有安装架,使安装架与弧形板连接,并将弧形板与工作台安装,进而便于将电动机进行固定;
技术特征:
1.一种无缝管材缩头加工成型装置,其特征在于:包括工作台(1),所述工作台(1)的上表面设置有挤压机(2),所述挤压机(2)的一侧面固定连接有刻度板(3),所述工作台(1)的内壁设置有限制机构(4),所述限制机构(4)的底部设置有动力机构(5),所述动力机构(5)的顶部设置有螺纹杆(6),所述螺纹杆(6)的外表面螺纹连接有螺纹板(9),所述螺纹板(9)的上表面设置有支撑机构(7),所述支撑机构(7)的一侧面设置有夹具(8),所述支撑机构(7)的内部设置有红外激光发射器(10)。
2.根据权利要求1所述的一种无缝管材缩头加工成型装置,其特征在于:所述限制机构(4)包括弧形板(401),所述弧形板(401)的外表面与工作台(1)的内壁固定连接,所述弧形板(401)的两端均固定连接有定位板(402)。
3.根据权利要求2所述的一种无缝管材缩头加工成型装置,其特征在于:所述定位板(402)的一侧固定连接有限制杆(403),所述限制杆(403)的外表面与螺纹板(9)的内壁滑动连接。
4.根据权利要求3所述的一种无缝管材缩头加工成型装置,其特征在于:所述动力机构(5)包括安装架(501),所述安装架(501)的顶部与定位板(402)的底部固定连接,所述安装架(501)的形状为u型。
5.根据权利要求4所述的一种无缝管材缩头加工成型装置,其特征在于:所述安装架(501)的内侧设置有电动机(502),所述电动机(502)的输出端与螺纹杆(6)的底部固定连接,所述螺纹杆(6)的外表面与定位板(402)的内壁转动连接。
6.根据权利要求1所述的一种无缝管材缩头加工成型装置,其特征在于:所述支撑机构(7)包括支撑杆(701),所述支撑杆(701)的底部与螺纹板(9)的上表面固定连接,所述支撑杆(701)的顶部固定连接有支撑柱(702)。
7.根据权利要求6所述的一种无缝管材缩头加工成型装置,其特征在于:所述支撑柱(702)的内壁与红外激光发射器(10)的外表面固定连接,所述支撑柱(702)的一侧面与夹具(8)的一侧面固定连接。
技术总结
本技术公开了一种无缝管材缩头加工成型装置,属于无缝钢管技术领域。包括工作台,所述工作台的上表面设置有挤压机,所述挤压机的一侧面固定连接有刻度板,所述工作台的内壁设置有限制机构,所述限制机构的底部设置有动力机构。通过本技术,通过设置在挤压机一侧的刻度板,并通过螺纹杆和螺纹板带动夹具上下运动,通过带动支撑机构上的红外激光发射器,然后观察红外激光发射器分别照射在刻度板上的位置,将夹具精确调整到适当高度,使夹具的轴线和管道的轴线重合,解决现有夹具的高度的精度难以精确控制,容易在调整后使得夹具的中心轴线与挤压机出来的管道轴线出现偏差,降低管道加工的精度,严重的容易导致管道损坏的问题。
技术研发人员:朱姚伟
受保护的技术使用者:浙江博重不锈钢有限公司
技术研发日:20230621
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!