一种自动压铆机的工件堆积检测报警装置的制作方法
本技术涉及自动压铆机,特别涉及一种自动压铆机的工件堆积检测报警装置。
背景技术:
1、自动压铆机是利用冲压机设备和专用连接模具通过一个瞬间强高压加工过程,依据工件本身材料的冷挤压变形,形成一个具有一定抗拉和抗剪强度的无应力集中内部镶嵌圆点,即可将不同材质不同厚度的两层或多层工件连接起来。
2、传统的自动压铆机是自动输送铆钉,由工人手持需要压铆的工件,进行压铆,现在出现了自动输送工件及铆钉的自动压铆机,这种可以自动输送工件的压铆机一般通过传送带将工件运送到压铆机处进行压铆,但在输送过程中存在工件堆积,如果长时间不对工件堆积问题进行处理,会严重影响生产效率。
技术实现思路
1、本实用新型的主要目的是提供一种自动压铆机的工件堆积检测报警装置,旨在解决工件在输送过程中发生堆积但无法及时警报的技术问题。
2、为实现上述目的,本实用新型提出的一种自动压铆机的工件堆积检测报警装置,包括:
3、传送带;
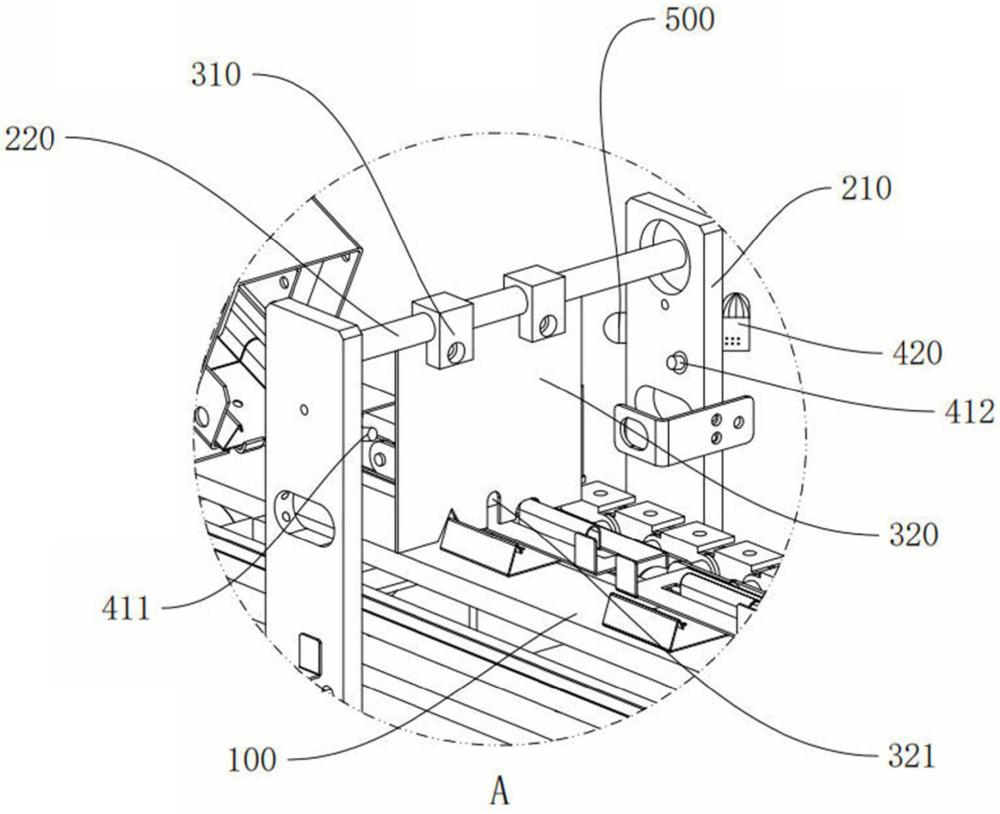
4、转动支架,所述转动支架包括支撑件与转轴,所述支撑件设于所述传送带的两侧,所述转轴与所述支撑件转动连接,所述转轴高于所述传送带;
5、定位挡板,所述定位挡板对应所述工件的形状开设有穿孔,所述定位挡板与所述转轴固定连接且向着所述传送带延伸,所述穿孔设于所述定位挡板靠近所述传送带的一端;
6、报警组件,所述报警组件包括检测装置和报警器,所述检测装置安装于所述支撑件以检测所述定位挡板位置,所述检测装置与所述报警器通信连接。
7、可选地,在本实用新型一实施例中,所述检测装置为光线发射器、光线接收器,所述光线发射器与所述光线接收器对应所述定位挡板的某一转动轨迹设置,所述光线接收器与所述报警器通信连接。
8、可选地,在本实用新型一实施例中,所述检测装置为触点开关,所述触点开关对应所述定位挡板的某一转动轨迹设置,所述触点开关与所述报警器电性连接。
9、可选地,在本实用新型一实施例中,所述报警器为声和/或光警报器。
10、可选地,在本实用新型一实施例中,所述定位挡板包括:
11、配重块,所述配重块与所述转轴固定连接;
12、板体,所述板体与所述配重块固定连接,所述板体向着所述传送带延伸,所述穿孔开设于所述板体靠近所述传送带的一端。
13、可选地,在本实用新型一实施例中,所述自动压铆机的工件堆积检测报警装置还包括图像捕捉装置、显示终端,所述图像捕捉装置设置于所述支撑件上,以捕捉传送带的图像,所述图像捕捉装置与所述显示终端通信连接。
14、可选地,在本实用新型一实施例中,所述检测装置与所述图像捕捉装置通信连接。
15、可选地,在本实用新型一实施例中,所述自动压铆机包括进料仓,所述进料仓连通所述传送带,所述自动压铆机的工件堆积检测报警装置还包括缓冲器,所述缓冲器设置于所述传送带靠近所述定位挡板靠近所述进料仓的一侧。
16、可选地,在本实用新型一实施例中,所述缓冲器包括:
17、缓冲架;
18、摩擦件,所述摩擦件与所述缓冲架螺纹连接,所述摩擦件的一端与所述工件的表面抵接。
19、可选地,在本实用新型一实施例中,所述传送带为链条式传送带。
20、与现有技术相比,本实用新型至少能够实现以下有益效果。本实用新型的工作流程如下,传送带用于将需要压铆的工件运送至压铆机处进行压铆,工件在传送带上首先经过定位挡板,定位挡板上开设的穿孔形状与工件的形状相对应,因此定位挡板会对工件的位置进行简单的矫正,保证后续压铆位置的准确性。当某个工件无法顺利穿过定位挡板时,就会产生工件的堆积,影响后续的加工。但是当某个工件无法顺利穿过定位挡板时,传送带的持续运动会导致工件推动定位挡板进行转动。检测装置用于检测定位挡板的位置,当定位挡板的位置发生改变时,说明发生了工件堆积,此时检测装置检测到定位挡板的位置发生改变,向报警器发出信号,报警器启动,提示员工此处发生工件堆积,需要尽快进行人工干预,通过定位挡板与报警组件的联动,解决工件在输送过程中发生堆积但无法及时警报的技术问题。
技术特征:
1.一种自动压铆机的工件堆积检测报警装置,其特征在于,包括:
2.如权利要求1所述的自动压铆机的工件堆积检测报警装置,其特征在于,所述检测装置为光线发射器、光线接收器,所述光线发射器与所述光线接收器对应所述定位挡板的某一转动轨迹设置,所述光线接收器与所述报警器通信连接。
3.如权利要求1所述的自动压铆机的工件堆积检测报警装置,其特征在于,所述检测装置为触点开关,所述触点开关对应所述定位挡板的某一转动轨迹设置,所述触点开关与所述报警器电性连接。
4.如权利要求1所述的自动压铆机的工件堆积检测报警装置,其特征在于,所述报警器为声和/或光警报器。
5.如权利要求1所述的自动压铆机的工件堆积检测报警装置,其特征在于,所述定位挡板包括:
6.如权利要求1所述的自动压铆机的工件堆积检测报警装置,其特征在于,所述自动压铆机的工件堆积检测报警装置还包括图像捕捉装置、显示终端,所述图像捕捉装置设置于所述支撑件上,以捕捉传送带的图像,所述图像捕捉装置与所述显示终端通信连接。
7.如权利要求6所述的自动压铆机的工件堆积检测报警装置,其特征在于,所述检测装置与所述图像捕捉装置通信连接。
8.如权利要求1所述的自动压铆机的工件堆积检测报警装置,其特征在于,所述自动压铆机包括进料仓,所述进料仓连通所述传送带,所述自动压铆机的工件堆积检测报警装置还包括缓冲器,所述缓冲器设置于所述传送带靠近所述定位挡板靠近所述进料仓的一侧。
9.如权利要求8所述的自动压铆机的工件堆积检测报警装置,其特征在于,所述缓冲器包括:
10.如权利要求1所述的自动压铆机的工件堆积检测报警装置,其特征在于,所述传送带为链条式传送带。
技术总结
本技术公开一种自动压铆机的工件堆积检测报警装置,属于自动压铆机技术领域。包括:传送带;转动支架,所述转动支架包括支撑件与转轴,所述支撑件设于所述传送带的两侧,所述转轴与所述支撑件转动连接,所述转轴高于所述传送带;定位挡板,所述定位挡板对应所述工件的形状开设有穿孔,所述定位挡板与所述转轴固定连接且向着所述传送带延伸,所述穿孔设于所述定位挡板靠近所述传送带的一端;报警组件,所述报警组件包括检测装置和报警器,所述检测装置安装于所述支撑件以检测所述定位挡板位置,所述检测装置与所述报警器通信连接。解决了工件在输送过程中发生堆积但无法及时警报的技术问题。
技术研发人员:于涛,冯国忠
受保护的技术使用者:济南聚格实业有限公司
技术研发日:20230621
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!