螺柱焊接防错装置的制作方法
本技术属于焊接,具体涉及螺柱焊接防错装置。
背景技术:
1、螺柱焊技术在自20世纪上半叶产生以来,因其焊接的优越性,得到了广泛的推广和应用,螺柱焊接技术由于具有快速、可靠、操作简单和成本低优点,可替代铆接、钻孔、手工电弧焊,可焊接碳钢、不锈钢、铝以及铜及合金等金属,现在已广泛应用在汽车、船舶制造等领域,随着我国经济的快速发展和汽车制造业水平的不断提高,螺柱焊接技术正被越来越多的企业所采。
2、经过检索发现,在授权公告号为“cn201895189u”的中国专利中公开了“一种螺柱焊焊接工装防错装置,包括定位块和设于定位块中央的定位套,定位套与焊枪焊接头部配合,所述定位块的一侧设有穿过定位套的贯通孔,贯通孔的一端设光传感组件,所述光传感组件通过一接收光传感组件信号并发出相应指令的执行机构与定位块连接。本实用新型结构简单,可以有效防止螺柱焊漏焊及焊错,提高检测效率,从而避免出现不合格产品。不仅方便检测人员实施防错检查,而且质量得以保证。”。
3、但是上述技术方案在使用,由于定位块与定位套只是通过通孔嵌入连接,这样使得定位套容易晃动,从而使得焊枪在焊接时,造成定位套倾斜或者偏移的情况发生,甚至定位套向上跑出通孔内,最终导致焊接出错。
技术实现思路
1、本实用新型的目的在于提供螺柱焊接防错装置,旨在解决现有技术中的定位块与定位套只是通过通孔嵌入连接,这样使得定位套容易晃动,从而使得焊枪在焊接时,造成定位套倾斜或者偏移的情况发生,甚至定位套向上跑出通孔内,最终导致焊接出错的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
3、螺柱焊接防错装置,包括:
4、定位板;
5、定位孔,开设于所述定位板的顶部;
6、定位套,活动插接所述定位孔内;
7、焊枪套,设置于所述定位套内并与焊枪连接;以及
8、固定机构,其设有四组,用于将所述定位套固定于所述定位孔内。
9、作为本实用新型一种优选的方案,所述定位套由下定位套和上定位套组成,所述下定位套活动插接于所述定位孔内,所述上定位套固定于所述下定位套的顶部。
10、作为本实用新型一种优选的方案,所述焊枪套由下焊枪套和上焊枪套组成,所述下焊枪套活动插接于所述上定位套内,所述下焊枪套的外表面与所述上定位套的内表面相匹配,所述上焊枪套转动连接于所述下焊枪套的顶部。
11、作为本实用新型一种优选的方案,每组所述固定机构均包括:
12、插槽,开设于所述下定位套的圆周表面上;
13、滑槽,开设于所述定位板的底部且一侧与所述定位孔连通;
14、滑块,滑动连接于所述滑槽内并活动插接于所述插槽内;
15、限位槽,其设有两个,分别开设于所述滑槽的两侧内壁上;
16、限位块,其设有两个,分别固定于所述滑块的两侧端并分别嵌入滑动连接于两个所述限位槽内;
17、弹簧,其设有两个,两个所述弹簧的一端分别与两个所述限位块的一端固定,两个所述弹簧的另一端分别与两个所述限位槽的一侧内壁固定;以及
18、调节组件,与所述滑块连接以实现其嵌入所述插槽内。
19、作为本实用新型一种优选的方案,每组所述调节组件均包括:
20、螺纹孔,开设于所述定位板的一侧端并与所述滑槽连通;
21、螺栓,其一端螺纹贯穿所述螺纹孔并与所述滑块的一侧端抵靠。
22、作为本实用新型一种优选的方案,所述定位孔的圆周内壁固定有导向块,所述下定位套的底部开设有导向槽,所述导向块和所述导向槽相匹配。
23、作为本实用新型一种优选的方案,所述定位板的顶部开设有贯通孔,所述贯通孔贯穿下定位套。
24、与现有技术相比,本实用新型的有益效果是:
25、1、本方案中,通过设有的固定机构,能够稳定的将定位套固定于定位孔内,使得在定位螺柱焊接时,定位套不易晃动,稳定性更高,同时配合焊枪套连接焊枪,使得焊枪能够更好的对准螺柱,焊接更加方便。
26、2、本方案中,通过设有的导向块和导向槽,使得定位套中的下定位套在嵌入定位孔内时,能够更好地使得插槽与滑块对齐,方便固定机构对定位套进行固定。
技术特征:
1.螺柱焊接防错装置,其特征在于,包括:
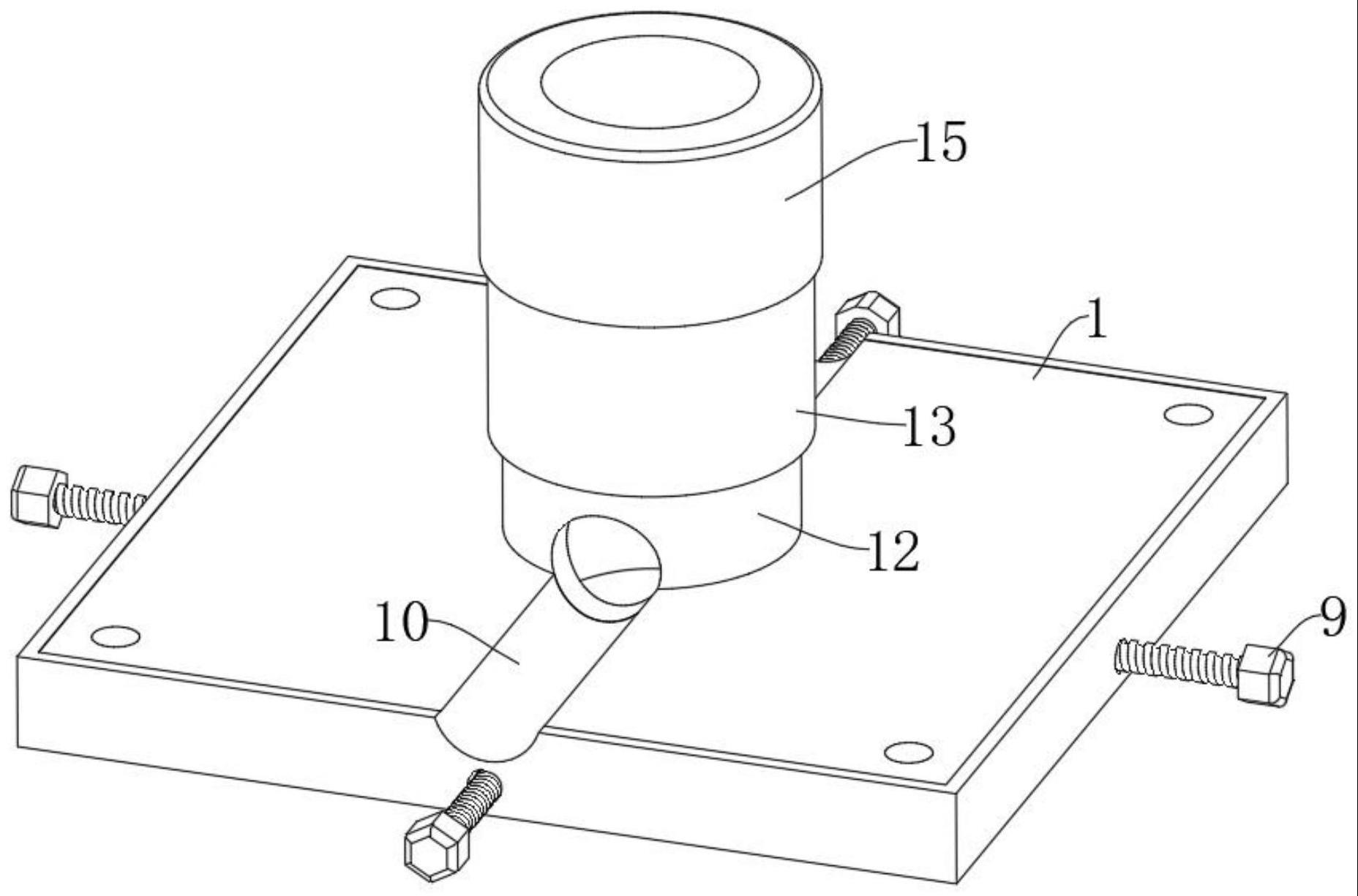
2.根据权利要求1所述的螺柱焊接防错装置,其特征在于,所述定位套由下定位套(12)和上定位套(13)组成,所述下定位套(12)活动插接于所述定位孔(2)内,所述上定位套(13)固定于所述下定位套(12)的顶部。
3.根据权利要求2所述的螺柱焊接防错装置,其特征在于,所述焊枪套由下焊枪套(14)和上焊枪套(15)组成,所述下焊枪套(14)活动插接于所述上定位套(13)内,所述下焊枪套(14)的外表面与所述上定位套(13)的内表面相匹配,所述上焊枪套(15)转动连接于所述下焊枪套(14)的顶部。
4.根据权利要求3所述的螺柱焊接防错装置,其特征在于,每组所述固定机构均包括:
5.根据权利要求4所述的螺柱焊接防错装置,其特征在于,每组所述调节组件均包括:
6.根据权利要求5所述的螺柱焊接防错装置,其特征在于,所述定位孔(2)的圆周内壁固定有导向块(16),所述下定位套(12)的底部开设有导向槽(17),所述导向块(16)和所述导向槽(17)相匹配。
7.根据权利要求6所述的螺柱焊接防错装置,其特征在于,所述定位板(1)的顶部开设有贯通孔(10),所述贯通孔(10)贯穿下定位套(12)。
技术总结
本技术提供螺柱焊接防错装置,属于焊接技术领域,该螺柱焊接防错装置包括:螺柱焊接防错装置,包括:定位板;定位孔,开设于定位板的顶部;定位套,活动插接定位孔内;焊枪套,设置于定位套内并与焊枪连接;以及固定机构,其设有四组,用于将定位套固定于定位孔内;本技术中通过设有的固定机构,能够稳定的将定位套固定于定位孔内,使得在定位螺柱焊接时,定位套不易晃动,稳定性更高,同时配合焊枪套连接焊枪,使得焊枪能够更好的对准螺柱,焊接更加方便。
技术研发人员:周宝根,曹锦金,展兴林
受保护的技术使用者:扬州大发螺丝有限公司
技术研发日:20230625
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!