热镀锌带钢卷卸料装置的制作方法
本技术涉及带钢连轧,具体是热镀锌带钢卷卸料装置。
背景技术:
1、热镀锌带钢生产的最后一步是收卷,收卷后的钢卷要卸料、打捆,卸料时通过卸料小车运输钢卷到指定区域称重,现有的卸料装置设有鞍座,鞍座的结构如附图6所示,采用两块倾斜的胶木板形成凹槽,钢卷1放置于该凹槽内,具体操作时,钢卷1在收卷机2上收卷完成后,鞍座通过顶升机构上升托住钢卷再平移出收卷机2,实际使用时存在钢卷1最外的一圈与第二圈之间具有较大的层间间隙12,当有层间间隙时,卷取张力会释放发生钢卷层间错动产生摩擦形成板面黑斑缺陷。
技术实现思路
1、本实用新型的主要目的是为了解决上述现有卸卷鞍座存在的问题,提供热镀锌带钢卷卸料装置。
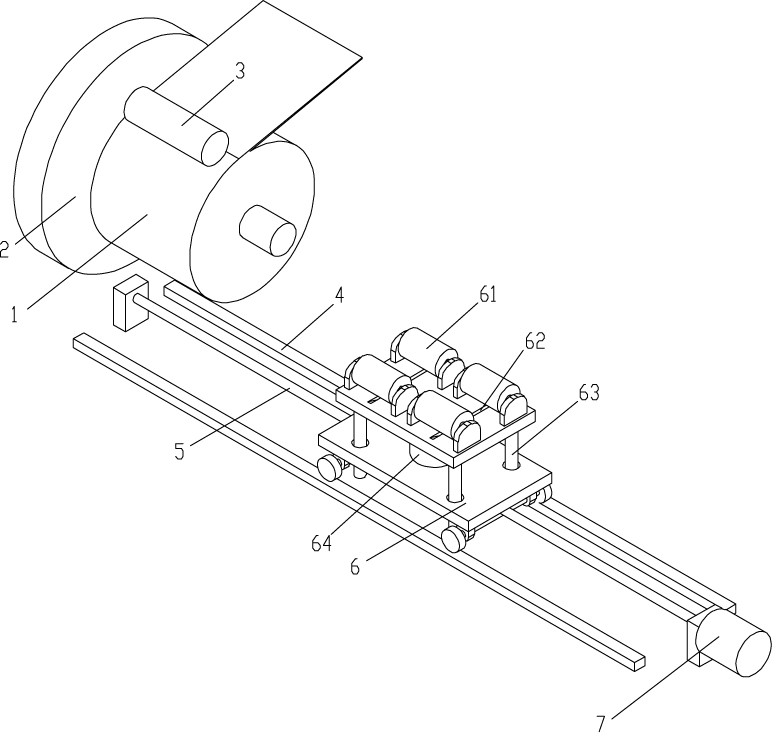
2、本实用新型的具体方案是:热镀锌带钢卷卸料装置,包括卸料小车,卸料小车连接有驱动机构,驱动机构用于驱动卸料小车行走,卸料小车包括车座,车座上设有油缸,油缸的顶部输出端固定装有一块支撑板,支撑板的四角处各装有一根导向杆,导向杆与车座滑动连接,支撑板顶面装有至少一组托辊,各组托辊的轴线互相平行布置,每一组托辊包括并排布置的两个托辊,两个托辊之间设有间距以使得带钢卷可以平稳的放置在两个托辊之间;支撑板上设有捆带通道,捆带通道用于穿过捆带。
3、本实用新型支撑板上设有两组或以上的托辊,各组托辊呈直线排列布置,相邻两组托辊之间设有间隙形成所述捆带通道。
4、本实用新型所述支撑板上位于每一组托辊的下方设有弧形凹槽,弧形凹槽的两端超出托辊,弧形凹槽即为所述捆带通道。
5、本实用新型所述驱动机构包括伺服电机,伺服电机的输出端装有丝杆,车座底端装有连接块,所述丝杆与连接块螺纹连接。
6、本实用新型所述车座装有四个滚轮,滚轮底部设有直线轨道。
7、本实用新型所述车座上对应于各导向杆处装有直线轴承。
8、本实用新型相比现有技术具有以下优点:解决了镀锌钢卷外圈无法卷紧问题,避免留有层间间隙,在张力释放时带钢层间错动摩擦产生黑斑的缺陷;能够避免镀锌钢卷卸卷时外圈刮伤的风险,保证了镀锌卷表面质量。
技术特征:
1.热镀锌带钢卷卸料装置,包括卸料小车,卸料小车连接有驱动机构,驱动机构用于驱动卸料小车行走,其特征是:卸料小车包括车座,车座上设有油缸,油缸的顶部输出端固定装有一块支撑板,支撑板的四角处各装有一根导向杆,导向杆与车座滑动连接,支撑板顶面装有至少一组托辊,各组托辊的轴线互相平行布置,每一组托辊包括并排布置的两个托辊,两个托辊之间设有间距以使得带钢卷可以平稳的放置在两个托辊之间;支撑板上设有捆带通道,捆带通道用于穿过捆带。
2.根据权利要求1所述的热镀锌带钢卷卸料装置,其特征是:支撑板上设有两组或以上的托辊,各组托辊呈直线排列布置,相邻两组托辊之间设有间隙形成所述捆带通道。
3.根据权利要求1所述的热镀锌带钢卷卸料装置,其特征是:所述支撑板上位于每一组托辊的下方设有弧形凹槽,弧形凹槽的两端超出托辊,弧形凹槽即为所述捆带通道。
4.根据权利要求1所述的热镀锌带钢卷卸料装置,其特征是:所述驱动机构包括伺服电机,伺服电机的输出端装有丝杆,车座底端装有连接块,所述丝杆与连接块螺纹连接。
5.根据权利要求4所述的热镀锌带钢卷卸料装置,其特征是:所述车座装有四个滚轮,滚轮底部设有直线轨道。
6.根据权利要求1所述的热镀锌带钢卷卸料装置,其特征是:所述车座上对应于各导向杆处装有直线轴承。
技术总结
本技术是热镀锌带钢卷卸料装置,包括卸料小车,卸料小车连接有驱动机构,驱动机构用于驱动卸料小车行走,卸料小车包括车座,车座上设有油缸,油缸的顶部输出端固定装有一块支撑板,支撑板的四角处各装有一根导向杆,导向杆与车座滑动连接,支撑板顶面装有至少一组托辊,各组托辊的轴线互相平行布置,每一组托辊包括并排布置的两个托辊,两个托辊之间设有间距以使得带钢卷可以平稳的放置在两个托辊之间;支撑板上设有捆带通道,捆带通道用于穿过捆带;本技术解决了镀锌钢卷外圈无法卷紧问题,避免留有层间间隙;保证了镀锌卷表面质量。
技术研发人员:张兵,冯玉宏,柯强,柯汉军,王晓丹,李晓华,肖伦弟
受保护的技术使用者:黄石山力兴冶薄板有限公司
技术研发日:20230625
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!