全位置自动焊软轨道与加温块共用装置的制作方法
本技术属于水电工程,特别涉及一种全位置自动焊软轨道与加温块共用装置。
背景技术:
1、水电站超深高压竖井压力钢管安装,尤其是横焊缝焊接一直是整个安装流程工期最长的环节;因此通常采用全位置自动焊机代替手工焊减轻劳动强度,提高安装工效。根据高强钢焊前必须加温且需保温焊接特点,为满足全位置自动焊接小车布置软轨道且避免与加温块相互干扰,常规一般将加温块布置于焊缝的背面,即焊正缝时将加温块对称布置于背缝焊缝的两侧,而焊背缝时又将加温块对称布置于正缝焊缝两侧。
2、综上所述的全位置自动焊机和加温块布置于压力钢管内、外壁的方法,通常适用于平洞或斜洞段压力钢管安装,主要利于电源及施工机具的摆放,但却不适用于竖井压力钢管安装。竖井压力钢管安装,所有施工器具设备均布置于钢管安装平台内。如果将加温块布置与外壁加温,则加温电缆将由钢管安装平台内的温控柜连接至钢管外壁加温块。一方面将会延长加温块连接电缆长度,另一方面不满足钢管循环安装,即每次吊装压力钢管时都必须将加温电缆放置与管壁外或内,钢管方能正常叠落;因此,需要设计一种全位置自动焊软轨道与加温块共用装置来解决上述问题。
技术实现思路
1、本实用新型所要解决的技术问题是提供全位置自动焊软轨道与加温块共用装置,该装置解决了现有技术中加温块布置较为繁琐,需要不断调整线缆位置来确保钢管依次叠落,操作十分不便的问题;具有将全位置自动焊软轨道与加温块整合为一体,无需将加温块布置于焊缝另一侧,便能完成超深高压竖井压力钢管横焊缝加温焊接任务的特点。
2、为解决上述技术问题,本实用新型所采用的技术方案是:
3、全位置自动焊软轨道与加温块共用装置,包括自动焊接小车,自动焊接小车与带齿软轨道配合;带齿软轨道与多组磁吸机构连接,多组磁吸机构分布在压力钢管的横焊缝一侧;磁吸机构包括两块分体式永磁铁,永磁铁一侧与压力钢管磁吸连接。
4、优选地,磁吸机构包括多块条状的永磁连接板,永磁连接板两端分别与分体式永磁铁通过螺栓连接。
5、优选地,永磁连接板外侧表面通过螺栓与带齿软轨道连接;永磁连接板与带齿软轨道之间设置有调整垫块。
6、优选地,分体式永磁铁之间的区域设置有加温块,加温块一侧表面与压力钢管内壁贴合。
7、优选地,永磁连接板内侧通过螺栓连接有固定装置,固定装置为l型板状结构,固定装置与加温块的上下边缘卡合配合。
8、本实用新型的有益效果为:
9、通过对永磁铁、加温块、柔性带齿软轨道螺连合理布置整合为一体,充分利用各自特点,使其发挥组合功效,便能解决竖井高强钢压力钢管横焊缝全位置自动焊接及上节钢管叠落多工序流水线施工的难题;该装置满足竖井高强钢压力钢管安装工艺,满足钢管安装流水线施工特点,提高了安装效率、降低了施工成本。解决了竖井压力钢管全位置自动焊接及加温、设备布置、钢管安装各工序互不干扰的难题。
技术特征:
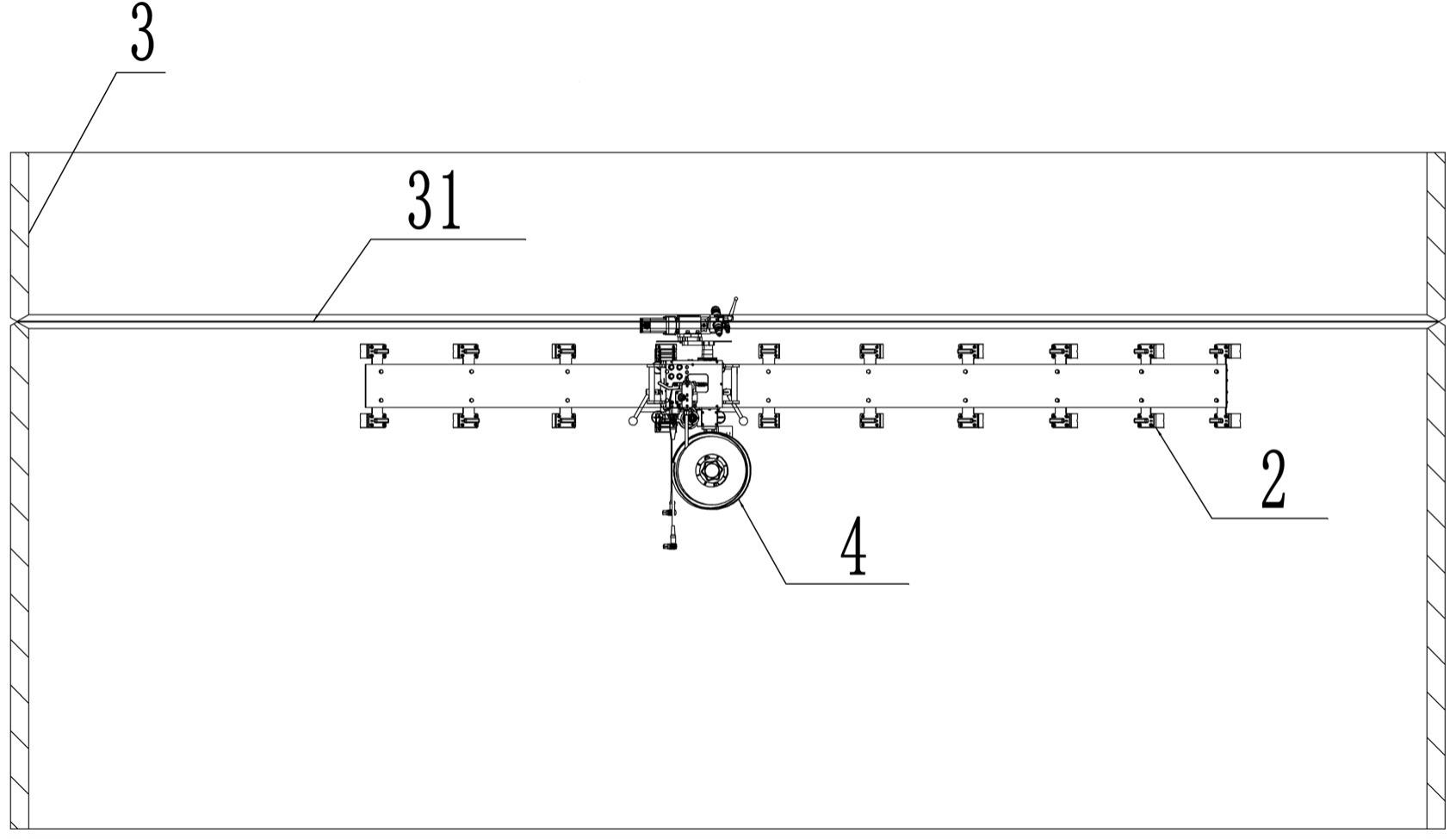
1.全位置自动焊软轨道与加温块共用装置,包括自动焊接小车(1),自动焊接小车(1)与带齿软轨道(2)配合;其特征在于:带齿软轨道(2)与多组磁吸机构连接,多组磁吸机构分布在压力钢管(3)的横焊缝(31)一侧;磁吸机构包括两块分体式永磁铁(41),永磁铁(41)一侧与压力钢管(3)磁吸连接;磁吸机构包括多块条状的永磁连接板(42),永磁连接板(42)两端分别与分体式永磁铁(41)通过螺栓连接。
2.根据权利要求1所述的全位置自动焊软轨道与加温块共用装置,其特征在于:所述永磁连接板(42)外侧表面通过螺栓与带齿软轨道(2)连接;永磁连接板(42)与带齿软轨道(2)之间设置有调整垫块(43)。
3.根据权利要求1所述的全位置自动焊软轨道与加温块共用装置,其特征在于:所述分体式永磁铁(41)之间的区域设置有加温块(5),加温块(5)一侧表面与压力钢管(3)内壁贴合。
4.根据权利要求2所述的全位置自动焊软轨道与加温块共用装置,其特征在于:所述永磁连接板(42)内侧通过螺栓连接有固定装置(6),固定装置(6)为l型板状结构,固定装置(6)与加温块(5)的上下边缘卡合配合。
技术总结
本技术公开了一种全位置自动焊软轨道与加温块共用装置,包括自动焊接小车,自动焊接小车与带齿软轨道配合;带齿软轨道与多组磁吸机构连接,多组磁吸机构分布在压力钢管的横焊缝一侧;磁吸机构包括两块分体式永磁铁,永磁铁一侧与压力钢管磁吸连接。该装置解决了现有技术中加温块布置较为繁琐,需要不断调整线缆位置来确保钢管依次叠落,操作十分不便的问题;具有将全位置自动焊软轨道与加温块整合为一体,无需将加温块布置于焊缝另一侧,便能完成超深高压竖井压力钢管横焊缝加温焊接任务的特点。
技术研发人员:李刚,刘晓峰,刘雅雯,刘红玉,刘子瑞
受保护的技术使用者:三峡绿色发展有限公司
技术研发日:20230625
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!