一种电源壳体的连续冲压模具的制作方法
本技术涉及连续冲压模具领域,具体而言,涉及一种电源壳体的连续冲压模具。
背景技术:
1、如图1所示的电源壳体,包括底板和底板四周两两对称的第一侧板和第二侧板,第一侧板靠近第二侧板的两侧分别凸出扣合凸块,第二侧板靠近第一侧板的两侧开有扣合孔,底板设置方形凸包,其中一第一侧板设置有圆形凸包,若依靠人工加工电源壳体的各个结构操作复杂,且加工过程需要调整工件角度导致加工连续性较差,生产效率低。
技术实现思路
1、为了克服现有技术的不足,本实用新型提供一种电源壳体的连续冲压模具,能解决人为操作冲压成型电源壳体加工连续性较差,生产效率低的技术问题。
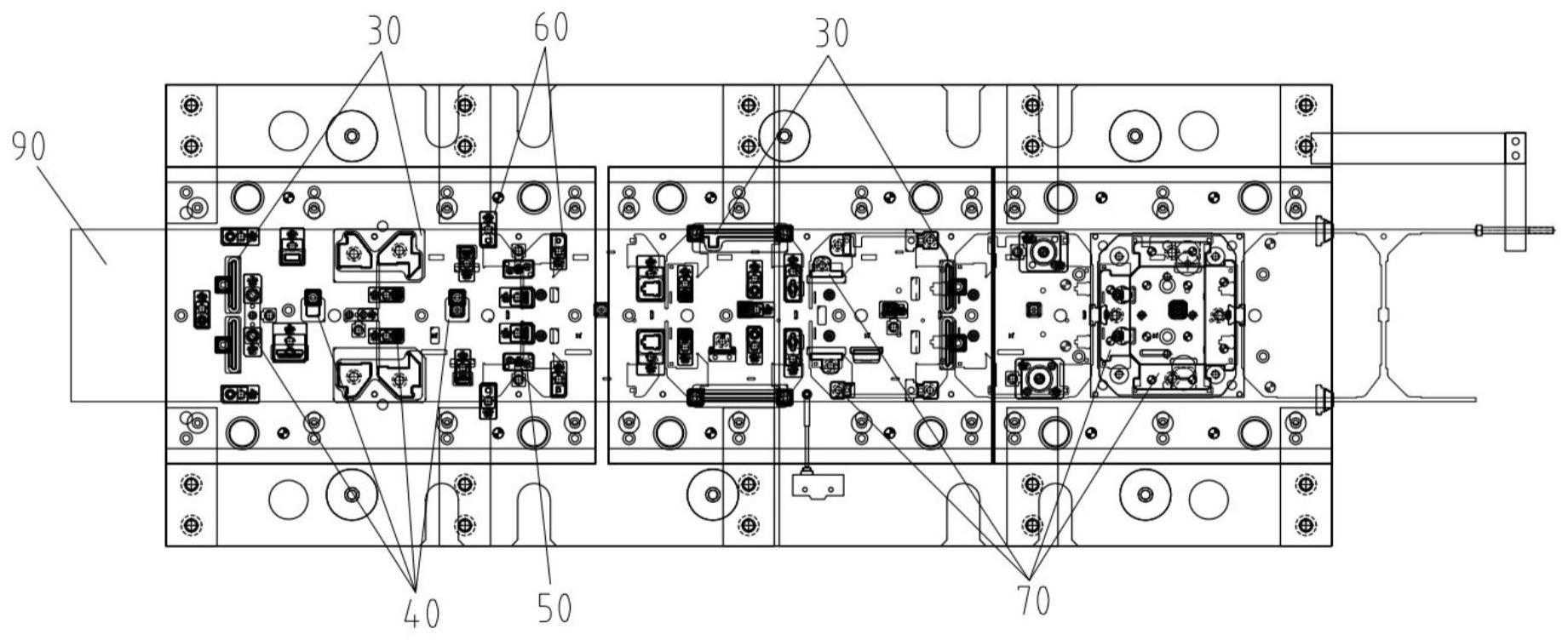
2、为解决上述技术问题,本实用新型提供如下技术方案:包括自上而下依次设置的上模座、凸模组件、凹模组件、下模座,所述凸模组件包括冲外形模组、打凸包模组、冲凸块模组、冲孔模组、折弯模组,所述凹模组件包括与所述冲外形模组、所述打凸包模组、所述打凸块模组、所述冲孔模组、所述折弯模组位置相对应的外形垫块镶件、凸包垫块镶件、凸块垫块镶件、孔垫块镶件、折弯垫块镶件。
3、进一步地,所述冲外形模组包括两把第一冲刀、四把第二冲刀、两把第三冲刀和两把第四冲刀,外形垫块镶件包括两第一垫槽、两第二垫槽、两第三垫槽和两第四垫槽,所述第一冲刀、所述第二冲刀、所述第三冲刀和所述第四冲刀分别对应所述第一垫槽、所述第二垫槽、所述第三垫槽和所述第四垫槽。
4、进一步地,所述打凸包模组包括第一方形冲头、第二方形冲头、第一圆形冲头和第二圆形冲头,所述凸包垫块镶件包括第一方形垫槽、第二方形垫槽、第一圆形垫槽和第二圆形垫槽,所述第一方形冲头、所述第二方形冲头、所述第一圆形冲头和所述第二圆形冲头分别对应所述第一方形垫槽、所述第二方形垫槽、所述第一圆形垫槽和所述第二圆形垫槽。
5、进一步地,所述冲凸块模组包括两凸块冲头,所述凸块垫块镶件包括两凸块垫槽,所述凸块冲头对应所述凸块垫槽。
6、进一步地,所述冲孔模组包括两第五冲刀和两第六冲刀,所述孔垫块镶件包括两第五垫槽和两第六垫槽,所述第五冲刀和所述第六冲刀分别对应所述第五垫槽和所述第六垫槽。
7、进一步地,所述折弯模组包括第一折弯模组和第二折弯模组,所述折弯垫块镶件包括第一折弯垫块镶件和第二折弯垫块镶件,所述第一折弯模组包括四个第一冲头和两个第二冲头,所述第二折弯模组包括两第三冲头和两第四冲头,所述第一折弯垫块镶件包括四个第一垫块和两个第二垫块,所述第二折弯垫块镶件包括两个第三垫块和两个第四垫块。
8、本实用新型的有益效果是:
9、本实用新型一种电源壳体的连续冲压模具,包括自上而下依次设置的上模座、凸模组件、凹模组件、下模座,凸模组件包括冲外形模组、打凸包模组、冲凸块模组、冲孔模组、折弯模组,凹模组件包括外形垫块镶件、凸包垫块镶件、凸块垫块镶件、孔垫块镶件、折弯垫块镶件。料板经冲外形模组下压在外形垫块镶件,冲裁出用于弯折电源壳体的片体,经打凸包模组冲压在凸包垫块镶件,冲压形成电源壳体底板和其中一第一侧板设置有凸包,经冲凸块模组冲压在凸块垫块镶件,成型第一侧板靠近第二侧板的两侧分别凸出的扣合凸块,经冲孔模组冲压在孔垫块镶件,成型第二侧板靠近第一侧板的两侧的扣合孔,最后经折弯模组冲压在折弯垫块镶件,弯折形成壳体同时从料板上脱离;本实用新型采用自动化连续冲压,加工具有连续性,冲压加工效率高且充分利用材料。
技术特征:
1.一种电源壳体的连续冲压模具,用于冲压料板成型电源壳体,其特征在于,包括自上而下依次设置的上模座、凸模组件、凹模组件、下模座,所述凸模组件包括冲外形模组、打凸包模组、冲凸块模组、冲孔模组、折弯模组,所述凹模组件包括与所述冲外形模组、所述打凸包模组、所述冲凸块模组、所述冲孔模组、所述折弯模组位置相对应的外形垫块镶件、凸包垫块镶件、凸块垫块镶件、孔垫块镶件、折弯垫块镶件。
2.根据权利要求1所述的电源壳体的连续冲压模具,其特征在于:所述冲外形模组包括两把第一冲刀、四把第二冲刀、两把第三冲刀和两把第四冲刀,外形垫块镶件包括两第一垫槽、两第二垫槽、两第三垫槽和两第四垫槽,所述第一冲刀、所述第二冲刀、所述第三冲刀和所述第四冲刀分别对应所述第一垫槽、所述第二垫槽、所述第三垫槽和所述第四垫槽。
3.根据权利要求1所述的电源壳体的连续冲压模具,其特征在于:所述打凸包模组包括第一方形冲头、第二方形冲头、第一圆形冲头和第二圆形冲头,所述凸包垫块镶件包括第一方形垫槽、第二方形垫槽、第一圆形垫槽和第二圆形垫槽,所述第一方形冲头、所述第二方形冲头、所述第一圆形冲头和所述第二圆形冲头分别对应所述第一方形垫槽、所述第二方形垫槽、所述第一圆形垫槽和所述第二圆形垫槽。
4.根据权利要求1所述的电源壳体的连续冲压模具,其特征在于:所述冲凸块模组包括两凸块冲头,所述凸块垫块镶件包括两凸块垫槽,所述凸块冲头对应所述凸块垫槽。
5.根据权利要求1所述的电源壳体的连续冲压模具,其特征在于:所述冲孔模组包括两第五冲刀和两第六冲刀,所述孔垫块镶件包括两第五垫槽和两第六垫槽,所述第五冲刀和所述第六冲刀分别对应所述第五垫槽和所述第六垫槽。
6.根据权利要求1所述的电源壳体的连续冲压模具,其特征在于:所述折弯模组包括第一折弯模组和第二折弯模组,所述折弯垫块镶件包括第一折弯垫块镶件和第二折弯垫块镶件,所述第一折弯模组包括四个第一冲头和两个第二冲头,所述第二折弯模组包括两第三冲头和两第四冲头,所述第一折弯垫块镶件包括四个第一垫块和两个第二垫块,所述第二折弯垫块镶件包括两个第三垫块和两个第四垫块。
技术总结
本技术提供一种电源壳体的连续冲压模具,凸模组件包括冲外形模组、打凸包模组、冲凸块模组、冲孔模组、折弯模组,凹模组件包括外形垫块镶件、凸包垫块镶件、凸块垫块镶件、孔垫块镶件、折弯垫块镶件。料板经冲外形模组下压在外形垫块镶件,冲裁出用于成型电源壳体的片体,经打凸包模组冲压在凸包垫块镶件,冲压形成电源壳体底板和其中一第一侧板设置有凸包,经冲凸块模组冲压在凸块垫块镶件,成型第一侧板靠近第二侧板的两侧分别凸出的扣合凸块,经冲孔模组冲压在孔垫块镶件,成型第二侧板靠近第一侧板的两侧的扣合孔,最后经折弯模组冲压在折弯垫块镶件,弯折形成壳体同时从料板上脱离,加工具有连续性,冲压加工效率高且充分利用材料。
技术研发人员:刘忠福,李柏进
受保护的技术使用者:厦门加新精密金属有限公司
技术研发日:20230626
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!