一种收口式机枪空包弹口部成型装置的制作方法
本技术属于枪械制造,尤其涉及一种收口式机枪空包弹口部成型装置。
背景技术:
1、收口式机枪空包弹口部成型装置为机械领域,用于加工空包弹口部外形尺寸的模具。在枪弹制造技术中,空包弹分为收口式空包弹(无弹头)和全形空包弹(有弹头)。空包弹如图6所示,右侧图为a方向俯视图,可见口部为多瓣压花,一般为六瓣,特别是制作收口式空包弹口部压花工序生产过程中,易出现皱褶不对称、压凹、缺口等情况。
技术实现思路
1、有鉴于此,本实用新型提供一种结构精简,操作方便的收口式机枪空包弹口部成型装置。
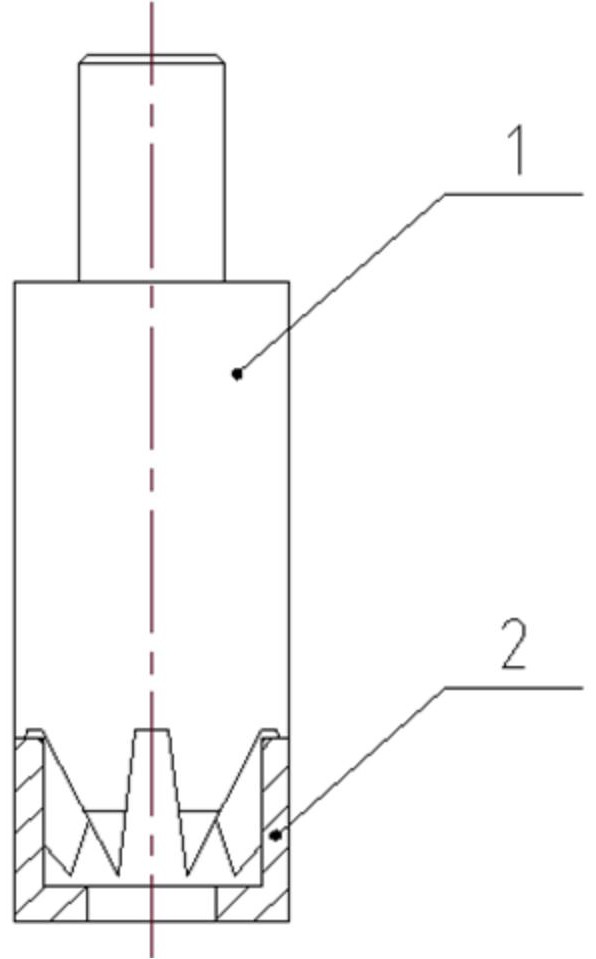
2、为达到上述目的,本申请提供了一种收口式机枪空包弹口部成型装置,包括:一次压花冲冲头1和一次压花冲冲头套2,其中,所述一次压花冲冲头1底部设置有用于收容弹空包弹口部的多瓣对称开口,所述一次压花冲冲头套2为带有变径部的套筒结构,所述一次压花冲冲头1和所述一次压花冲冲头套2通过同轴过盈固定连接,所述多瓣对称开口上窄下宽,所述一次压花冲冲头1为六瓣,分瓣角度为60°、间距为3.5mm的扇形柱体,中间空有圆孔,该结构使得机枪空包弹口部成型的皱褶具有对称性,且不易发生压凹、缺口的现象。
3、可选地,所述变径部为平台,用于限位和固定空包弹。
4、可选地,所述多瓣对称开口下部外扩角度为10°~20°。
5、可选地,所述多瓣对称开口下部外扩角度为15°。
6、可选地,所述一次压花冲冲头1的多瓣对称结构长16mm,确保机枪空包弹口部成型长度满足技术要求。
7、可选地,一次压花冲冲头套2是高20mm底部有高度4mm平台的套筒,确保机枪空包弹口部成型长度满足技术要求。
技术特征:
1.一种收口式机枪空包弹口部成型装置,其特征在于,包括:一次压花冲冲头(1)和一次压花冲冲头套(2),其中,所述一次压花冲冲头(1)底部设置有用于收容弹空包弹口部的多瓣对称开口,所述一次压花冲冲头套(2)为带有变径部的套筒结构,所述一次压花冲冲头(1)和所述一次压花冲冲头套(2)通过同轴过盈固定连接,所述多瓣对称开口上窄下宽,所述一次压花冲冲头(1)为六瓣,分瓣角度为60°、间距为3.5mm的扇形柱体,中间空有圆孔。
2.根据权利要求1所述的装置,其特征在于,所述变径部为平台。
3.根据权利要求1所述的装置,其特征在于,所述多瓣对称开口下部外扩角度为10°~20°。
4.根据权利要求3所述的装置,其特征在于,所述多瓣对称开口下部外扩角度为15°。
5.根据权利要求1所述的装置,其特征在于,所述一次压花冲冲头(1)的多瓣对称结构长16mm。
6.根据权利要求1所述的装置,其特征在于,一次压花冲冲头套(2)是高20mm底部有高度4mm平台的套筒。
技术总结
本申请公开了一种收口式机枪空包弹口部成型装置,涉及枪械制造技术领域。该装置的一个具体实施方式包括:一次压花冲冲头和一次压花冲冲头套,其中,所述一次压花冲冲头底部设置有用于收容弹空包弹口部的多瓣对称开口,所述一次压花冲冲头套为带有变径部的套筒结构,所述一次压花冲冲头和所述一次压花冲冲头套通过同轴过盈固定连接,所述多瓣对称开口上窄下宽,所述一次压花冲冲头为六瓣,分瓣角度为60°、间距为3.5mm的扇形柱体,中间空有圆孔。该结构使得机枪空包弹口部成型的皱褶具有对称性,且不易发生压凹、缺口的现象。
技术研发人员:李胜男,宋安鳞,马率,田俊力,李静臣,赵玉峰,姚素红,朴春华,李想,蔡志谣,李艳凯,卫欣娟,王思雪,王保华
受保护的技术使用者:黑龙江北方工具有限公司
技术研发日:20230626
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!