一种坯型生产铸机快换连接件的制作方法
本技术涉及钢铁冶金,尤其是一种坯型生产铸机快换连接件。
背景技术:
1、无缝钢管生产时,为了提高包钢小口径无缝管市场占有率,钢管公司建设φ89mm小口径无缝管轧制机组,钢管公司制钢产线可稳定生产的最小规格圆坯坯型为φ180mm,为应对φ89mm机组生产,只能将大规格的圆坯初轧成小圆坯再轧制成钢管,极大增加了生产成本,为此,我们提出一种坯型生产铸机快换连接件解决上述问题。
技术实现思路
1、本实用新型的目的在于提供一种坯型生产铸机快换连接件,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
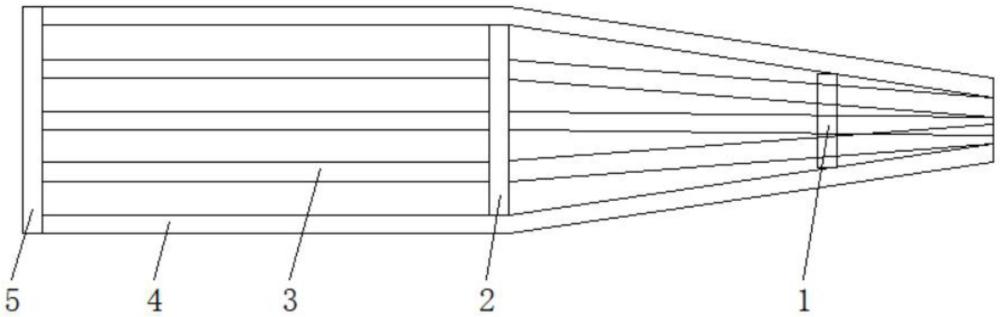
3、一种坯型生产铸机快换连接件,包括第一连接钢管、第二连接圆形钢筋钢管、两组第一弯曲连接钢筋、两组第二弯曲连接钢筋与第三圆形钢筋连接,所述第一连接钢管、两组第一弯曲连接钢筋和两组第二弯曲连接钢筋均与第三圆形钢筋连接垂直交叉连接,两组所述第一弯曲连接钢筋均与第一连接钢管之间相焊接并成45度向上增大与第二连接圆形钢筋钢管之间相焊接,两组所述第一弯曲连接钢筋与第三圆形钢筋连接之间垂直交叉焊接。
4、在进一步的实施例中,所述第一弯曲连接钢筋与第二弯曲连接钢筋的数量均为四个。
5、在进一步的实施例中,所述第一连接钢管和第二连接圆形钢筋钢管的长度均为15mm、壁厚为2.5-4mm。
6、在进一步的实施例中,所述第一连接钢管设置在所述连接件的下部的位置,所述连接圆形钢筋钢管与第一连接钢管的上方位置相连接。
7、与现有技术相比,本实用新型的有益效果是:
8、本装置中心冷却较强;同时能应对水口脱落到尾坯内,导致尾坯缩孔不佳的情况;异常情况下,尾坯冷却,连接件插不进尾坯内时,可使用该型号连接件。现阶段微量使用,冷却强,事故率低,使用该连接件,对开浇首棒钢水的填充及初生坯壳的粘接要求不高。
技术特征:
1.一种坯型生产铸机快换连接件,其特征在于:包括第一连接钢管(1)、第二连接圆形钢筋钢管(2)、两组第一弯曲连接钢筋(3)、两组第二弯曲连接钢筋(4)与第三圆形钢筋连接(5),所述第一连接钢管(1)、两组第一弯曲连接钢筋(3)和两组第二弯曲连接钢筋(4)均与第三圆形钢筋连接(5)垂直交叉连接,两组所述第一弯曲连接钢筋(3)均与第一连接钢管(1)之间相焊接并成45度向上增大与第二连接圆形钢筋钢管(2)之间相焊接,两组所述第一弯曲连接钢筋(3)与第三圆形钢筋连接(5)之间垂直交叉焊接。
2.根据权利要求1所述的一种坯型生产铸机快换连接件,其特征在于:所述第一弯曲连接钢筋(3)与第二弯曲连接钢筋(4)的数量均为四个。
3.根据权利要求1所述的一种坯型生产铸机快换连接件,其特征在于:所述第一连接钢管(1)和第二连接圆形钢筋钢管(2)的长度均为为15mm、壁厚为2.5-4mm。
4.根据权利要求1所述的一种坯型生产铸机快换连接件,其特征在于:所述第一连接钢管(1)设置在所述连接件的下部的位置。
5.根据权利要求1所述的一种坯型生产铸机快换连接件,其特征在于:所述连接圆形钢筋钢管(2)与第一连接钢管(1)的上方位置相连接。
技术总结
本技术公开了一种坯型生产铸机快换连接件包括第一连接钢管、第二连接圆形钢筋钢管、两组第一弯曲连接钢筋、两组第二弯曲连接钢筋与第三圆形钢筋连接,所述第一连接钢管、两组第一弯曲连接钢筋和两组第二弯曲连接钢筋均与第三圆形钢筋连接垂直交叉连接,两组所述第一弯曲连接钢筋均与第一连接钢管之间相焊接并成45度向上增大与第二连接圆形钢筋钢管之间相焊接。本装置中心冷却较强;同时能应对水口脱落到尾坯内,导致尾坯缩孔不佳的情况;异常情况下,尾坯冷却,连接件插不进尾坯内时,可使用该型号连接件。现阶段微量使用,冷却强,事故率低,使用该连接件,对开浇首棒钢水的填充及初生坯壳的粘接要求不高。
技术研发人员:石龙,曹德鞍,贾冬梅,付岳,梁江峰,韩鹏,李茂升
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:20230626
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!