大长径比薄壁锥形件加工用支撑涨紧工装的制作方法
本技术涉及薄壁锥形件加工,特别是指一种大长径比薄壁锥形件加工用支撑涨紧工装。
背景技术:
1、如图1所示,大长径比薄壁锥形件的结构大,总长1500mm,内外均为锥形,两端口径小,中间锥形孔径较大,壁厚要求2.2±0.1mm,轴向分布4条纵贯整个锥形的削弱槽,槽深0.7,两端分布着精度要求较高的对接孔系。
2、薄壁件加工常规方法为:1、通过增大夹紧面积,减小作用在零件上的夹紧力;2、增加加工余量,提高工件刚性;3、降低切削用量,控制作用在零件上的切削力。若采用该方法制备大长径比薄壁锥形件,外形精加工余量为8㎜,内孔4㎜,尽管切削用量很低,但工件相当于一个中空的细长挠性件,刚性差,悬伸长,产品的椭圆严重,壁厚超差,并因此而造成刻槽深度不一致,抛撒试验时开壳异常。加工孔系和槽时,二次装夹、翻转进行,相对位置精度达不到要求,造成前后舱段对接困难。
3、若是采用其他制备方式如:1、制作高成本的高强减振刀杆;2、镗内孔时,增大外形加工余量,以提高工件刚性;3、将锥体内车上螺纹,分3瓣拧在芯轴上,支撑工件。因工件太长,螺纹锥的装拆极不方便,很容易卡死;且整体壁厚控制不均,经常局部超差。
技术实现思路
1、本实用新型提出一种大长径比薄壁锥形件加工用支撑涨紧工装,消除了内孔的椭圆变形,减少薄壁锥形件的受力变形,消除切削振动,减小了加工余量,壁厚控制在2.2±0.1mm范围内。
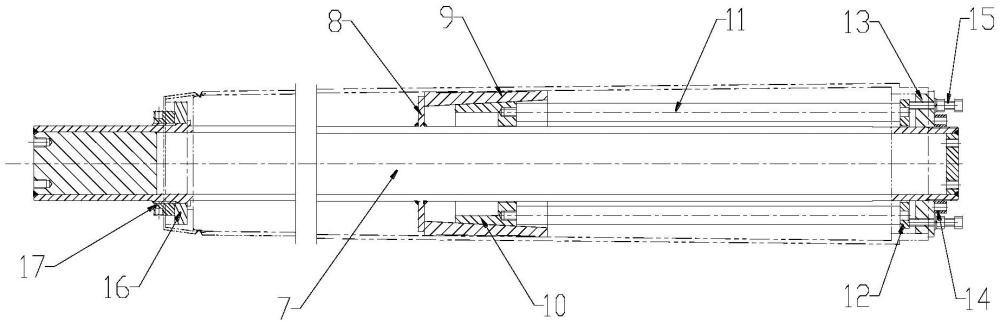
2、本实用新型的技术方案是这样实现的:大长径比薄壁锥形件加工用支撑涨紧工装,包括前端支撑机构、后端支撑机构和内腔撑开机构,内腔撑开机构包括芯轴和定位板,定位板固定于芯轴上,定位板后侧的芯轴上滑动套装有定心锥,定心锥的外侧套装有撑开锥,撑开锥的前端与定位板相抵,后端为自由端,定心锥的后端为大端,且沿周向均布有推杆,推杆的后端固定有推板。
3、车外形时,采用内腔撑开机构,缩短工件的悬伸长度,增加刚性,减少变形。
4、进一步地,芯轴的前端设置有前定心板,后端设置有后定心板,后定心板上设置有用于顶紧推板的推动螺杆。前、后定心板通过小间隙配合将零件与内撑装置固定为一个刚性整体。以双顶尖定位,四爪卡盘轻夹芯轴,传递转矩,一次装夹,完成零件全部外形面的车削,保证了内外形的同心和壁厚要求。
5、进一步地,撑开锥包括若干个间隔设置的锥片,若干个锥片周向套装在定心锥的外侧。因锥形件两端小、中间直径大,这就需要改变传统的整体式夹具的设计思路,采用分体式结构:将涨心的撑开锥分为多瓣,如4瓣,通过调节穿在芯轴上的定心锥的轴向位置,使4瓣锥片径向增大,涨紧工件内孔。
6、进一步地,后端支撑机构包括大支撑套,大支撑套的后端设置有同轴线的大压紧套,大支撑套和大压紧套之间通过拉杆相连。
7、进一步地,前端支撑机构包括小支撑套,小支撑套的前端沿周向均布有紧固螺栓。
8、精镗内孔时,通过后端支撑机构的轴向拉紧,前端支撑机构的紧固螺栓将支撑套固定在锥形件上,避免了中心架对锥形件的直接轧压,消除了内孔的椭圆变形。
9、进一步地,前定心板前端的芯轴上螺纹连接有前螺母,后定心板后端的芯轴上螺纹连接有后螺母。
10、本实用新型的有益效果:
11、1、精镗内孔时,采用前端支撑机构和后端支撑机构,避免了中心架对薄壁件的直接轧压,消除了内孔的椭圆变形;
12、2、车外形时,通过推杆和推板的配合,实现内撑装置的外部调节,操作方便;通过定心锥和撑开锥以及前后定心板的配合,将工件与撑开装置连成一个刚性体,缩短工件的悬伸长度,减少薄壁长筒件的受力变形,消除切削振动;
13、3、车完外形后,工装随行整体转数控铣工序,利用数控回转盘,进行两端连接孔系、削弱槽加工,实现了工序转换,但基准不变,使两端孔系及槽的精度得到保证。
14、采取本实用新型的支撑涨紧工装加工薄壁锥形件,减小了加工余量,内、外形均减少到3㎜;切削用量作了适当的提高,精加工时间大大缩短,由原来的42小时,减少到30小时;在全形上160个测量点的加严检测,成功地将壁厚控制在2.2±0.1范围内,质量得到了保证。
技术特征:
1.大长径比薄壁锥形件加工用支撑涨紧工装,其特征在于:包括前端支撑机构、后端支撑机构和内腔撑开机构,内腔撑开机构包括芯轴和定位板,定位板固定于芯轴上,定位板后侧的芯轴上滑动套装有定心锥,定心锥的外侧套装有撑开锥,撑开锥的前端与定位板相抵,后端为自由端,定心锥的后端为大端,且沿周向均布有推杆,推杆的后端固定有推板。
2.根据权利要求1所述的大长径比薄壁锥形件加工用支撑涨紧工装,其特征在于:芯轴的前端设置有前定心板,后端设置有后定心板,后定心板上设置有用于顶紧推板的推动螺杆。
3.根据权利要求1或2所述的大长径比薄壁锥形件加工用支撑涨紧工装,其特征在于:撑开锥包括若干个间隔设置的锥片,若干个锥片周向套装在定心锥的外侧。
4.根据权利要求1所述的大长径比薄壁锥形件加工用支撑涨紧工装,其特征在于:后端支撑机构包括大支撑套,大支撑套的后端设置有同轴线的大压紧套,大支撑套和大压紧套之间通过拉杆相连。
5.根据权利要求1所述的大长径比薄壁锥形件加工用支撑涨紧工装,其特征在于:前端支撑机构包括小支撑套,小支撑套的前端沿周向均布有紧固螺栓。
6.根据权利要求1所述的大长径比薄壁锥形件加工用支撑涨紧工装,其特征在于:前定心板前端的芯轴上螺纹连接有前螺母,后定心板后端的芯轴上螺纹连接有后螺母。
技术总结
本技术提出了一种大长径比薄壁锥形件加工用支撑涨紧工装,包括前端支撑机构、后端支撑机构和内腔撑开机构,内腔撑开机构包括芯轴和定位板,定位板固定于芯轴上,定位板后侧的芯轴上滑动套装有定心锥,定心锥的外侧套装有撑开锥,撑开锥的前端与定位板相抵,后端为自由端,定心锥的后端为大端,且沿周向均布有推杆,推杆的后端固定有推板。本技术消除了内孔的椭圆变形,减少薄壁锥形件的受力变形,消除切削振动,减小了加工余量,壁厚控制在2.2±0.1范围内。
技术研发人员:刘冬梅,张文雨,魏东岳,支勤伍,周志勇,吴建伟,李白雪,罗圆,杨德宏,赵倩倩
受保护的技术使用者:南阳北方向东工业有限公司
技术研发日:20230621
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!