一种集成电路金属封装外壳引线切割工装的制作方法
本技术涉及引线切割,具体涉及一种集成电路金属封装外壳引线切割工装。
背景技术:
1、集成电路金属封装外壳广泛应用于航空航天、船舶、卫星通讯等领域。为提高外壳引线的电镀生产效率,在封装后电镀前,需要将外壳引线与外导线焊接,电镀完成后,需要用专用切割工装将引线切割至设计要求的尺寸及精度;目前常用斜口钳手动进行引线切割,但是这种切割方式会使得外壳引线的切割断面一致性差,切割后引线长短不同,而且切割过程效率低,难以满足生产需求。
技术实现思路
1、为了解决现有技术中存在的上述问题,本实用新型提供了一种集成电路金属封装外壳引线切割工装。
2、本实用新型要解决的技术问题通过以下技术方案实现:
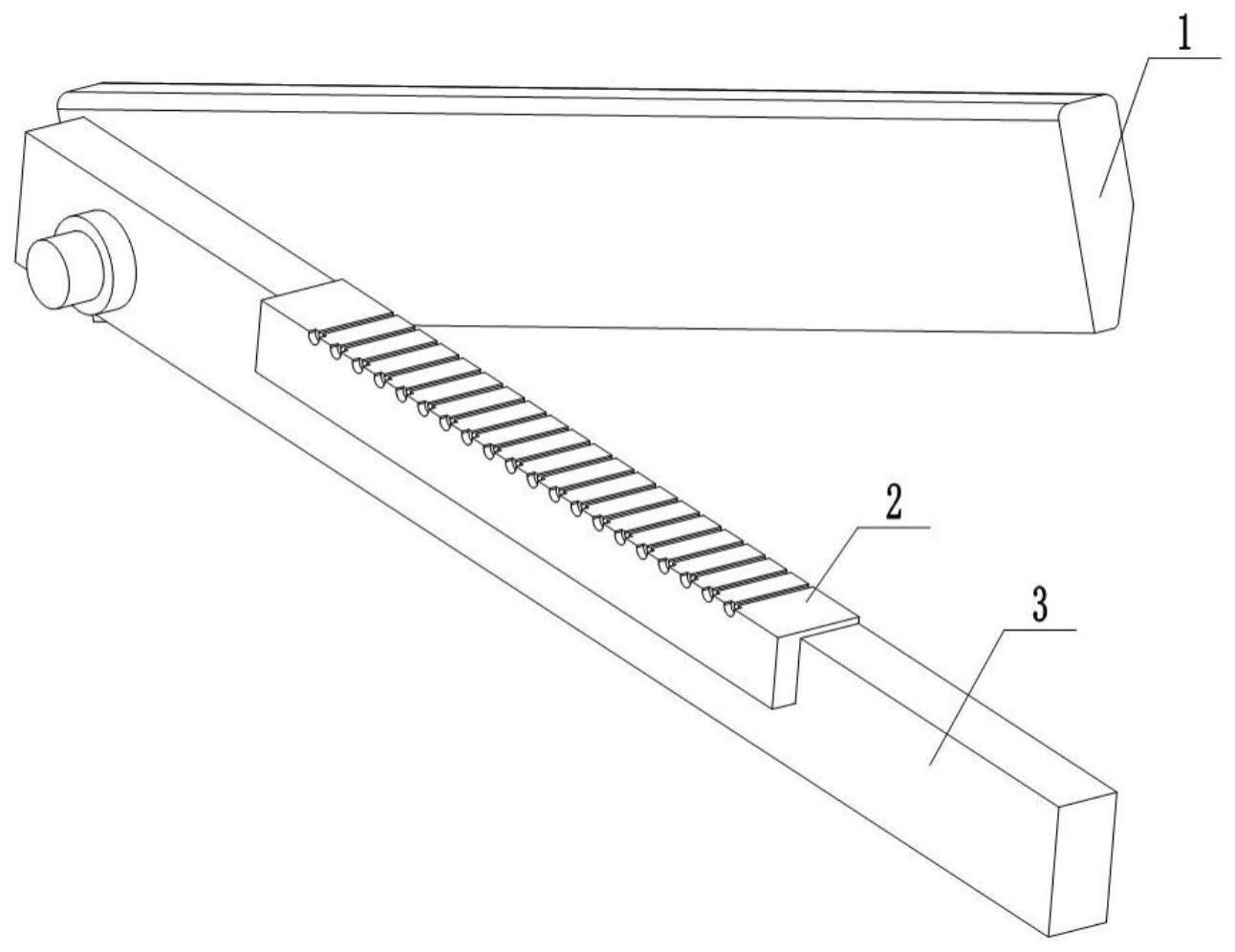
3、一种集成电路金属封装外壳引线切割工装,包括条形切刀、直角形切刀及条形支座,所述条形切刀铰接在条形支座的右侧,且所述条形切刀的刀刃面与所述条形支座的右侧面紧贴;所述条形支座上表面设置有卡槽,所述直角形切刀的水平端卡装在卡槽中、竖直端与条形支座的左侧面紧贴,且所述直角形切刀的水平端的刀刃端与条形支座的右侧面平齐;所述直角形切刀的水平端的宽度与引线的设计长度相同,所述直角形切刀的水平端的上表面垂直于其刀刃端的方向并排设置有若干圆弧引线槽,所述圆弧引线槽贯通所述直角形切刀的水平端的上表面,且相邻所述圆弧引线槽的中心间距与相邻引线的中心间距相同。
4、优选地,所述圆弧引线槽为半圆形,且其直径稍大于所述引线直径。
5、进一步地,所述圆弧引线槽远离刀刃端的一端同轴设置有圆弧避让槽,且所述圆弧避让槽的直径大于圆弧引线槽的直径、小于圆弧引线槽的两倍直径,所述圆弧避让槽的长度大于0.1mm、小于1/2倍的引线设计长度。
6、进一步地,所述条形支座上端面的左侧边、右侧边均为锐边。
7、本实用新型的有益效果:
8、1、本实用新型通过更换直角形切刀,即可实现不同类型的金属外壳引线的切割操作,切割效率高,且生产成本低;
9、2、使用本实用新型的切割工装进行金属封装外壳引线切割,切割精度高,引线切割断面一致性良好,且切割后引线长短一致。
10、以下将结合附图及实施例对本实用新型做进一步详细说明。
技术特征:
1.一种集成电路金属封装外壳引线切割工装,其特征在于,包括条形切刀、直角形切刀及条形支座,所述条形切刀铰接在条形支座的右侧,且所述条形切刀的刀刃面与所述条形支座的右侧面紧贴;所述条形支座上表面设置有卡槽,所述直角形切刀的水平端卡装在卡槽中、竖直端与条形支座的左侧面紧贴,且所述直角形切刀的水平端的刀刃端与条形支座的右侧面平齐;所述直角形切刀的水平端的宽度与引线的设计长度相同,所述直角形切刀的水平端的上表面垂直于其刀刃端的方向并排设置有若干圆弧引线槽,所述圆弧引线槽贯通所述直角形切刀的水平端的上表面,且相邻所述圆弧引线槽的中心间距与相邻引线的中心间距相同。
2.根据权利要求1所述的集成电路金属封装外壳引线切割工装,其特征在于,所述圆弧引线槽为半圆形,且其直径稍大于所述引线直径。
3.根据权利要求1或2所述的集成电路金属封装外壳引线切割工装,其特征在于,所述圆弧引线槽远离刀刃端的一端同轴设置有圆弧避让槽,且所述圆弧避让槽的直径大于圆弧引线槽的直径、小于圆弧引线槽的两倍直径,所述圆弧避让槽的长度大于0.1mm、小于1/2倍的引线设计长度。
4.根据权利要求3所述的集成电路金属封装外壳引线切割工装,其特征在于,所述条形支座上端面的左侧边、右侧边均为锐边。
技术总结
本技术公开了一种集成电路金属封装外壳引线切割工装,包括条形切刀、直角形切刀及条形支座,条形切刀铰接在条形支座的右侧,且条形切刀的刀刃面与条形支座的右侧面紧贴;条形支座上表面设置有卡槽,直角形切刀的水平端卡装在卡槽中、竖直端与条形支座的左侧面紧贴,且直角形切刀的水平端的刀刃端与条形支座的右侧面平齐;直角形切刀的水平端的宽度与引线的设计长度相同,直角形切刀的水平端的上表面垂直于其刀刃端的方向并排设置有若干圆弧引线槽,圆弧引线槽贯通直角形切刀的水平端的上表面,且相邻圆弧引线槽的中心间距与相邻引线的中心间距相同。使用本技术工装进行切割,切割精度高,引线切割断面一致性良好,且切割后引线长短一致。
技术研发人员:郭靖,王娜,杨磊,毛露,秦卓,陈昱岐,张凌云
受保护的技术使用者:陕西航天时代导航设备有限公司
技术研发日:20230627
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!