一种不锈钢管件端面精加工装置的制作方法
本技术公开一种不锈钢管件端面精加工装置,属于金属加工设备。
背景技术:
1、不锈钢钢管是一种中空的长条圆形钢材,主要广泛用于石油、化工、医疗、食品、轻工、机械仪表等工业输送管道以及机械结构部件等,另外,在折弯、抗扭强度相同时,重量较轻,所以也广泛用于制造机械零件和工程结构,也常用作家具厨具等。
2、现有不锈钢管在作为连接管使用时,需要对其两端进行扩孔加工,为了使其端面扩孔顺利,使两个管件在连接时具有较为平缓的过渡段,需要先对端面内孔进行车削,从而降低其壁厚,目前针对此类管件大多采用先车床加工,然后在其他设备上进行扩孔加工,如此分开加工不仅大大降低了生产效率,同时加工质量也无法得到有效的保障。
技术实现思路
1、本实用新型的目的就是为了解决现有技术中的问题,而提供一种不锈钢管件端面精加工装置。
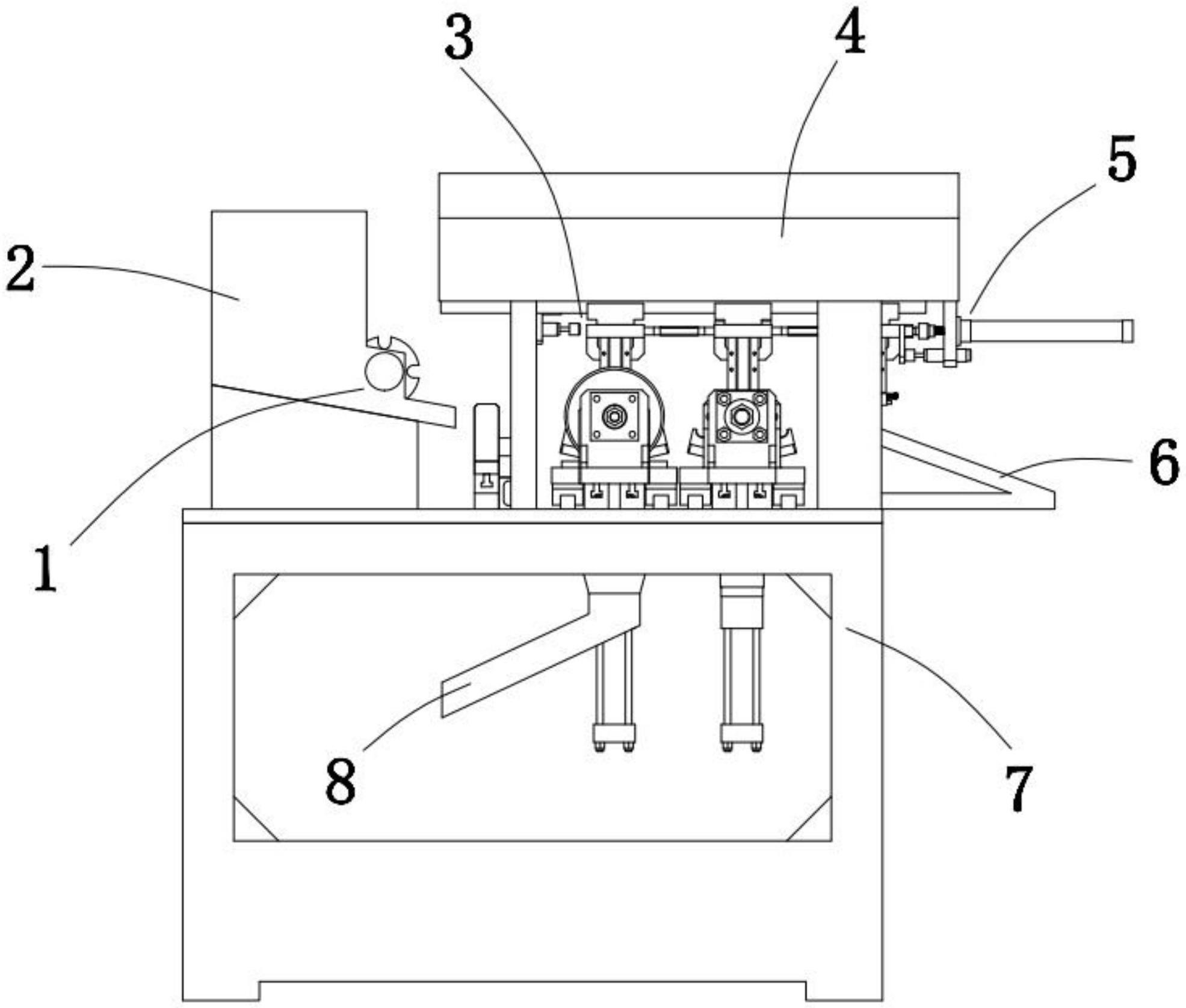
2、本实用新型通过以下技术方案来实现上述目的,一种不锈钢管件端面精加工装置,包括机架,所述机架的一侧设置有放料斗,所述放料斗的一侧设置有用于控制单个不锈钢管件放料的第一驱动件,且放料斗上具有倾斜设置的导料板,所述导料板的一端设置有两个挡凸,两个所述挡凸之间具有镂空部,所述机架的中部设置有支撑台,所述支撑台的底部滑动设置有三个伸缩夹爪,所述支撑台上具有驱动三个伸缩夹爪水平滑动的第二驱动件,所述伸缩夹爪的下方设置有车内孔工位和扩孔工位,所述车内孔工位和扩孔工位的中部均设置有夹具,所述车内孔工位设置有两组对称分布的内孔加工机构,所述扩孔工位设置有两组对称分布的扩孔机构,所述机架上还设置有落料架,所述机架对应车内孔工的位置设置有落料口,所述落料口的下方设置有集渣斗。
3、优选的,所述第一驱动件包括转动辊和第一电机,所述转动辊的两端与放料斗转动连接,所述第一电机的输出轴与转动辊固定连接,所述转动辊上设置有若干个放料槽。
4、优选的,所述伸缩夹爪包括第一气缸、伸缩杆、夹块、第一导向杆、第二导向杆、第一弹簧和螺母,所述伸缩杆和夹块均设置有两个,所述伸缩杆的一端与第一气缸的活塞固定连接,所述第一导向杆和第二导向杆的两端分别穿过两个伸缩杆,两个所述夹块滑动设置在第一导向杆和第二导向杆上,所述第一弹簧和螺母设置有两个,并安装在第一导向杆的两端,两个所述夹块之间具有间隙,且两者均设置有凹口,
5、优选的,所述第二驱动件包括第二气缸、第一导轨、底座、固定座和连杆,所述第一导轨和第二气缸均固定在底座上,所述固定座与第一气缸固定连接,且固定座与第一导轨滑动连接,所述连杆的两端与两个固定座连接,所述第二气缸的活塞与其中一个固定座固定连接,所述底座上设置有两个用于控制固定座滑动距离的行程开关。
6、优选的,所述内孔加工机构包括第三气缸、固定架、滑座、第二导轨、第二电机和车刀,所述第二电机固定在滑座上,所述车刀固定在第二电机的输出轴上,所述第二导轨安装在机架上,所述固定架固定在第二导轨上,所述第三气缸固定在固定架上,且其活塞与滑座固定连接,所述滑座与第二导轨滑动设置。
7、优选的,所述扩孔机构包括第四气缸、第三导轨、安装架和扩孔锥,所述扩孔锥可拆卸安装在安装架上,所述安装架与第三导轨滑动设置,所述第四气缸设置在第三导轨上,且其活塞与安装架固定连接。
8、优选的,所述夹具包括开口夹、铰接杆、推杆、支撑架和第五气缸,所述支撑架安装在机架上,所述第五气缸固定在支撑架上,所述铰接杆和开口夹均设置有两个,所述开口夹的中部与支撑架转动连接,所述铰接杆的一端与开口夹铰接,另一端与推杆铰接,所述推杆远离铰接杆的一端与第五气缸的活塞固定连接,所述推杆与支撑架滑动设置。
9、与现有技术相比,本实用新型的有益效果是:
10、通过设置放料斗、第一驱动件、伸缩夹爪、第二驱动件、内孔加工机构和扩孔机构,利用第一驱动件将不锈钢管件逐一放料至导料板上,由第二驱动件带动伸缩夹爪夹紧不锈钢管件,使其可以在不同的工位之间切换,从而依次完成不锈钢管件两端的内孔加工以及扩孔加工,加工效率高,而且端面内孔的加工质量能够得到保障。
技术特征:
1.一种不锈钢管件端面精加工装置,包括机架(7),其特征在于,所述机架(7)的一侧设置有放料斗(2),所述放料斗(2)的一侧设置有用于控制单个不锈钢管件放料的第一驱动件(1),且放料斗(2)上具有倾斜设置的导料板(25),所述导料板(25)的一端设置有两个挡凸(24),两个所述挡凸(24)之间具有镂空部,所述机架(7)的中部设置有支撑台(4),所述支撑台(4)的底部滑动设置有三个伸缩夹爪(3),所述支撑台(4)上具有驱动三个伸缩夹爪(3)水平滑动的第二驱动件(5),所述伸缩夹爪(3)的下方设置有车内孔工位和扩孔工位,所述车内孔工位和扩孔工位的中部均设置有夹具(11),所述车内孔工位设置有两组对称分布的内孔加工机构(9),所述扩孔工位设置有两组对称分布的扩孔机构(10),所述机架(7)上还设置有落料架(6),所述机架(7)对应车内孔工的位置设置有落料口,所述落料口的下方设置有集渣斗(8)。
2.根据权利要求1所述的一种不锈钢管件端面精加工装置,其特征在于,所述第一驱动件(1)包括转动辊(23)和第一电机(26),所述转动辊(23)的两端与放料斗(2)转动连接,所述第一电机(26)的输出轴与转动辊(23)固定连接,所述转动辊(23)上设置有若干个放料槽(22)。
3.根据权利要求1所述的一种不锈钢管件端面精加工装置,其特征在于,所述伸缩夹爪(3)包括第一气缸(33)、伸缩杆(37)、夹块(34)、第一导向杆(39)、第二导向杆(35)、第一弹簧(38)和螺母(40),所述伸缩杆(37)和夹块(34)均设置有两个,所述伸缩杆(37)的一端与第一气缸(33)的活塞固定连接,所述第一导向杆(39)和第二导向杆(35)的两端分别穿过两个伸缩杆(37),两个所述夹块(34)滑动设置在第一导向杆(39)和第二导向杆(35)上,所述第一弹簧(38)和螺母(40)设置有两个,并安装在第一导向杆(39)的两端,两个所述夹块(34)之间具有间隙,且两者均设置有凹口(36)。
4.根据权利要求3所述的一种不锈钢管件端面精加工装置,其特征在于,所述第二驱动件(5)包括第二气缸(27)、第一导轨(32)、底座(31)、固定座(28)和连杆(29),所述第一导轨(32)和第二气缸(27)均固定在底座(31)上,所述固定座(28)与第一气缸(33)固定连接,且固定座(28)与第一导轨(32)滑动连接,所述连杆(29)的两端与两个固定座(28)连接,所述第二气缸(27)的活塞与其中一个固定座(28)固定连接,所述底座(31)上设置有两个用于控制固定座(28)滑动距离的行程开关(30)。
5.根据权利要求1所述的一种不锈钢管件端面精加工装置,其特征在于,所述内孔加工机构(9)包括第三气缸(17)、固定架(16)、滑座(14)、第二导轨(15)、第二电机(13)和车刀(12),所述第二电机(13)固定在滑座(14)上,所述车刀(12)固定在第二电机(13)的输出轴上,所述第二导轨(15)安装在机架(7)上,所述固定架(16)固定在第二导轨(15)上,所述第三气缸(17)固定在固定架(16)上,且其活塞与滑座(14)固定连接,所述滑座(14)与第二导轨(15)滑动设置。
6.根据权利要求1所述的一种不锈钢管件端面精加工装置,其特征在于,所述扩孔机构(10)包括第四气缸(18)、第三导轨(19)、安装架(20)和扩孔锥(21),所述扩孔锥(21)可拆卸安装在安装架(20)上,所述安装架(20)与第三导轨(19)滑动设置,所述第四气缸(18)设置在第三导轨(19)上,且其活塞与安装架(20)固定连接。
7.根据权利要求1所述的一种不锈钢管件端面精加工装置,其特征在于,所述夹具(11)包括开口夹(41)、铰接杆(44)、推杆(43)、支撑架(42)和第五气缸(45),所述支撑架(42)安装在机架(7)上,所述第五气缸(45)固定在支撑架(42)上,所述铰接杆(44)和开口夹(41)均设置有两个,所述开口夹(41)的中部与支撑架(42)转动连接,所述铰接杆(44)的一端与开口夹(41)铰接,另一端与推杆(43)铰接,所述推杆(43)远离铰接杆(44)的一端与第五气缸(45)的活塞固定连接,所述推杆(43)与支撑架(42)滑动设置。
技术总结
本技术公开一种不锈钢管件端面精加工装置,包括机架,机架的一侧设置有放料斗,放料斗的一侧设置有用于控制单个不锈钢管件放料的第一驱动件,且放料斗上具有倾斜设置的导料板,导料板的一端设置有两个挡凸,两个所述挡凸之间具有镂空部,机架的中部设置有支撑台,支撑台的底部滑动设置有三个伸缩夹爪,支撑台上具有驱动三个伸缩夹爪水平滑动的第二驱动件,伸缩夹爪的下方设置有车内孔工位和扩孔工位,车内孔工位和扩孔工位的中部均设置有夹具,本技术利用第一驱动件对不锈钢管件实现逐一放料,三个伸缩夹爪将待加工以及加工中的不锈钢管件实现各自工位的切换,以达到自动加工的效果,加工效率得到显著的提升。
技术研发人员:章方明,张浙波,夏侯文平,章立华,张崇洋
受保护的技术使用者:浙江程力管业有限公司
技术研发日:20230626
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!