一种焊接工装的制作方法
本技术涉及排屑器领域,更具体地说,涉及一种用于辅助排屑器导轨焊接的焊接工装。
背景技术:
1、现有的链板式排屑器,通过其链板在排屑器壳体的导轨上做回转运动进行排屑,而现有技术中壳体内导轨的焊接通常采用人工焊接,人工焊接难以固定导轨,因而容易出现焊接误差,手工焊接完成的工件如果不加以修正难以保证精度要求,焊接完的工件很难进行修改,导致出现废品、造成浪费。
技术实现思路
1、基于此,有必要针对现有技术中人工焊接导致易出现焊接误差的问题,提供辅助导轨焊接的焊接工装,通过该焊接工装先将导轨固定在排屑器的壳体内,再进行焊接,从而避免了人工焊接易出现焊接误差的问题。
2、一种焊接工装,所述焊接工装用于排屑器导轨的辅助焊接,所述焊接工装包括工作台与定位机构;所述工作台上设置有两条纵向导轨及若干条横向导轨;各所述纵向导轨与各所述横向导轨滑动配合;排屑器壳体放置于两条纵向导轨之间,通过两条纵向导轨固定所述排屑器壳体;通过所述定位机构将所述排屑器导轨固定于所述排屑器壳体内侧。
3、进一步地,所述定位机构包括两个端部定位夹具和若干中部定位夹具;各所述端部定位夹具滑动设置于各所述纵向导轨的端部;各所述中部定位夹具滑动设置于各所述纵向导轨的中间位置。
4、进一步地,所述中部定位夹具至少为四个。
5、进一步地,所述端部定位夹具包括与所述纵向导轨滑动配合的连接件、设置在连接件一侧的操作手柄、以及设置在所述操作手柄头部的u型夹,通过操作所述操作手柄使所述u型夹抵接于所述排屑器导轨的槽底。
6、进一步地,所述u型夹的两端部均设置有与所述排屑器导轨的槽底匹配的压紧块。
7、进一步地,所述中部定位夹具包括与所述纵向导轨滑动配合的连接块、设置在连接块上的操作手柄、以及设置在操作手柄头部的l型夹,通过操作所述操作手柄使所述l型夹抵接于所述排屑器导轨的槽边。
8、进一步地,所述横向导轨至少为两条。
9、进一步地,各所述纵向导轨上设置有与各所述横向导轨配合的第一滑块。
10、进一步地,所述连接件和所述连接块靠近工作台的一面都设置有第二滑块,通过所述第二滑块与所述纵向导轨滑动配合。
11、进一步地,所述操作手柄包括固定块、把手、联动机构及压紧头;所述固定块分别固定在所述连接件和连接块上,所述固定块、把手及压紧头之间通过联动机构连接;所述u型夹和所述l型夹分别固定在所述压紧头上。
12、本实用新型提供的一种焊接工装,通过定位机构将排屑器导轨先固定在排屑器壳体内侧,再进行焊接,从而避免了焊接误差的出现;排屑器的壳体先放置于两条纵向导轨之间,通过纵向导轨与横向导轨的滑动配合,调整两条纵向导轨之间的宽度,以适应于不同宽度的排屑器壳体;通过操作手柄使u型夹与l型夹分别抵接于排屑器导轨的槽底和槽边,从而将排屑器导轨固定于排屑器的壳体内辅助焊接,从而防止排屑器导轨焊接时出现位移导致焊接误差。
技术特征:
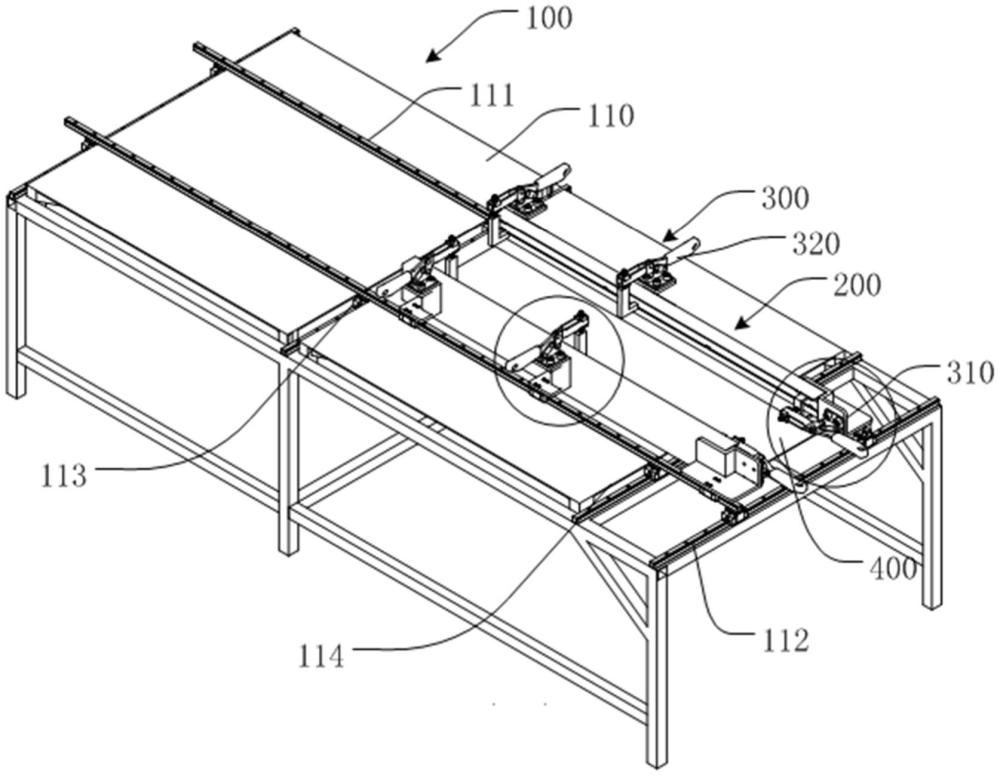
1.一种焊接工装,所述焊接工装(100)用于排屑器导轨(200)的辅助焊接;其特征在于,所述焊接工装包括工作台(110)与定位机构(300);所述工作台(110)上设置有两条纵向导轨(111)及若干条横向导轨(112);各所述纵向导轨(111)与各所述横向导轨(112)滑动配合;排屑器壳体(400)放置于两条纵向导轨(111)之间,通过两条纵向导轨(111)固定所述排屑器壳体(400);通过所述定位机构(300)将所述排屑器导轨(200)固定于所述排屑器壳体(400)内侧。
2.根据权利要求1所述的一种焊接工装,其特征在于,所述定位机构(300)包括两个端部定位夹具(310)和若干中部定位夹具(320);各所述端部定位夹具(310)滑动设置于各所述纵向导轨(111)的端部;各所述中部定位夹具(320)滑动设置于各所述纵向导轨(111)的中间位置。
3.根据权利要求2所述的一种焊接工装,其特征在于,所述中部定位夹具(320)至少为四个。
4.根据权利要求2所述的一种焊接工装,其特征在于,所述端部定位夹具(310)包括与所述纵向导轨(111)滑动配合的连接件(311)、设置在连接件(311)一侧的操作手柄(330)、以及设置在所述操作手柄(330)头部的u型夹(313),通过操作所述操作手柄(330)使所述u型夹(313)抵接于所述排屑器导轨(200)的槽底。
5.根据权利要求4所述的一种焊接工装,其特征在于,所述u型夹(313)的两端部均设置有与所述排屑器导轨(200)的槽底匹配的压紧块。
6.根据权利要求4所述的一种焊接工装,其特征在于,所述中部定位夹具(320)包括与所述纵向导轨(111)滑动配合的连接块(321)、设置在连接块(321)上的操作手柄(330)、以及设置在操作手柄(330)头部的l型夹(322),通过操作所述操作手柄(330)使所述l型夹(322)抵接于所述排屑器导轨(200)的槽边。
7.根据权利要求1所述的一种焊接工装,其特征在于,所述横向导轨(112)至少为两条。
8.根据权利要求7所述的一种焊接工装,其特征在于,各所述纵向导轨(111)上设置有与各所述横向导轨(112)配合的第一滑块(113)。
9.根据权利要求6所述的一种焊接工装,其特征在于,所述连接件(311)和所述连接块(321)靠近工作台(110)的一面都设置有第二滑块(314),通过所述第二滑块(314)与所述纵向导轨(111)滑动配合。
10.根据权利要求6所述的一种焊接工装,其特征在于,所述操作手柄(330)包括固定块(331)、把手(332)、联动机构(333)及压紧头(334);所述固定块(331)分别固定在所述连接件(311)和连接块(321)上,所述固定块(331)、把手(332)及压紧头(334)之间通过联动机构(333)连接;所述u型夹(313)和所述l型夹(322)分别固定在所述压紧头(334)上。
技术总结
本技术涉及一种焊接工装,所述焊接工装用于排屑器导轨的辅助焊接,所述焊接工装包括工作台与定位机构;所述工作台上设置有两条纵向导轨及若干条横向导轨;各所述纵向导轨与各所述横向导轨滑动配合;排屑器壳体放置于两条纵向导轨之间,通过两条纵向导轨固定所述排屑器壳体;通过所述定位机构将所述排屑器导轨固定于所述排屑器壳体内侧。本技术提供的一种焊接工装,通过定位机构将排屑器导轨先固定在排屑器壳体内侧,再进行焊接,从而避免了焊接误差的出现;排屑器的壳体先放置于两条纵向导轨之间,通过纵向导轨与横向导轨的滑动配合,调整两条纵向导轨之间的宽度,以适应于不同宽度的排屑器壳体。
技术研发人员:苏敬超,周景吉,何晓东,赵亚宁,齐亚文
受保护的技术使用者:宁夏共享机床辅机有限公司
技术研发日:20230628
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!