灯具配件精密加工夹具的制作方法
本技术涉及灯具配件加工用夹具,具体为灯具配件精密加工夹具。
背景技术:
1、目前,灯具生产中需要用到灯座,一些灯具的灯座会采用铜质的柱状筒,这些灯座内部需要采用精车的数控车床进行精密加工,加工时需要采用加工夹具对灯座进行夹持,现有的夹具一般会少量的夹持待加工的灯座,需要频繁的在夹具上更换灯座,加工效率低,且对于灯座的夹持固定方式繁琐。
技术实现思路
1、本实用新型要解决的技术问题是克服现有的缺陷,提供灯具配件精密加工夹具,夹持方式方便快捷,夹持牢固,可以同时夹持固定较多数量的灯座,从而不需要频繁的在夹具上更换灯座,利于提高灯座的加工效率,可以有效解决背景技术中的问题。
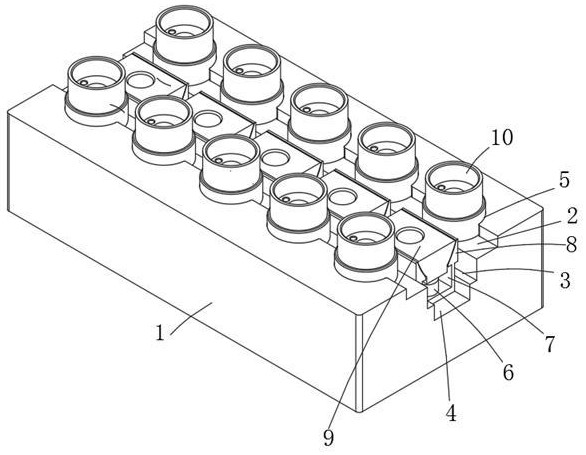
2、为实现上述目的,本实用新型提供如下技术方案:灯具配件精密加工夹具,包括夹具座,所述夹具座的上侧中部开设有纵向的凹槽一,所述凹槽一内底面中部开设有纵向的凹槽二,所述凹槽二内底面中部开设有纵向的凹槽三,所述凹槽一内左右两侧分别纵向等距离的开设有半圆夹槽,且凹槽三内安装有主动夹持固定组件。
3、半圆夹槽内用于放置灯座,所述灯座的底部放置到凹槽一的底部,然后通过凹槽三的主动夹持固定组件向两侧撑开对凹槽一内两侧的灯座进行夹持固定,使灯座被稳稳挤压到半圆夹槽内,实现对多个灯座的夹持固定。
4、进一步的,所述主动夹持固定组件包含有u形弹性形变架和楔形夹块,所述凹槽三内纵向等距离的放置有u形弹性形变架,所述u形弹性形变架的中部开设有通孔,所述u形弹性形变架的顶部两端分别固定连接有楔形夹块,两个楔形夹块相对的一侧设置有斜面,且楔形夹块的顶部宽度小于底部宽度,两个楔形夹块顶部与半圆夹槽水平对应设置,u形弹性形变架采用钢质材料。
5、u形弹性形变架可以发生形变,使u形弹性形变架上的两个楔形夹块向外张开,使楔形夹块对灯座向外侧挤压,将灯座固定到半圆夹槽内。
6、进一步的,所述主动夹持固定组件还包含有固定控制件和下压块,每个u形弹性形变架的上方分别设置有下压块,下压块的两侧分别设置有下压楔形面,所述下压块两侧的下压楔形面与u形弹性形变架顶部两个楔形夹块的斜面相互配合,所述下压块的中部连接固定控制件,固定控制件穿过u形弹性形变架上的通孔与凹槽三内底面连接。固定控制件用于将下压块向下按压固定,下压块两侧的下压楔形面挤压着楔形夹块的斜面向外侧张开,对楔形夹块向外侧挤压,楔形夹块对灯座的固定。
7、进一步的,所述固定控制件为螺栓,螺栓穿过下压块上的沉孔和u形弹性形变架上的通孔与凹槽三内底面螺纹连接,扭紧螺栓可以将下压块向下挤压固定,此种方式夹持固定效率有限。
8、进一步的,所述固定控制件为电动伸缩杆,所述下压块的中部固定连接电动伸缩杆的顶部,所述电动伸缩杆的底端穿过u形弹性形变架上的通孔与凹槽三内底面固定连接,采用电动伸缩杆带动下压块上下活动,当电动伸缩杆缩短,带动下压块向下活动,通过下压块对楔形夹块向外侧加压,采用电动伸缩杆可以实现电控,对于灯座的夹持效率高。
9、进一步的,每个楔形夹块的底部外侧与凹槽二的侧壁之间留有形变间隙,形变间隙允许u形弹性形变架和楔形夹块向外侧张开形变。
10、与现有技术相比,本实用新型的有益效果是:
11、夹持方式方便快捷,夹持牢固,可以同时夹持固定较多数量的灯座,从而不需要频繁的在夹具上更换灯座,利于提高灯座的加工效率。
技术特征:
1.灯具配件精密加工夹具,其特征在于,包括夹具座(1),所述夹具座(1)的上侧中部开设有纵向的凹槽一(2),所述凹槽一(2)内底面中部开设有纵向的凹槽二(3),所述凹槽二(3)内底面中部开设有纵向的凹槽三(4),所述凹槽一(2)内左右两侧分别纵向等距离的开设有半圆夹槽(5),且凹槽三(4)内安装有主动夹持固定组件。
2.根据权利要求1所述的灯具配件精密加工夹具,其特征在于:所述主动夹持固定组件包含有u形弹性形变架(7)和楔形夹块(8),所述凹槽三(4)内纵向等距离的放置有u形弹性形变架(7),所述u形弹性形变架(7)的中部开设有通孔,所述u形弹性形变架(7)的顶部两端分别固定连接有楔形夹块(8),两个楔形夹块(8)相对的一侧设置有斜面,且楔形夹块(8)的顶部宽度小于底部宽度,两个楔形夹块(8)顶部与半圆夹槽(5)水平对应设置。
3.根据权利要求2所述的灯具配件精密加工夹具,其特征在于:所述主动夹持固定组件还包含有固定控制件(6)和下压块(9),每个u形弹性形变架(7)的上方分别设置有下压块(9),下压块(9)的两侧分别设置有下压楔形面,所述下压块(9)两侧的下压楔形面与u形弹性形变架(7)顶部两个楔形夹块(8)的斜面相互配合,所述下压块(9)的中部连接固定控制件(6),固定控制件(6)穿过u形弹性形变架(7)上的通孔与凹槽三(4)内底面连接。
4.根据权利要求3所述的灯具配件精密加工夹具,其特征在于:所述固定控制件(6)为螺栓,螺栓穿过下压块(9)上的沉孔和u形弹性形变架(7)上的通孔与凹槽三(4)内底面螺纹连接。
5.根据权利要求3所述的灯具配件精密加工夹具,其特征在于:所述固定控制件(6)为电动伸缩杆,所述下压块(9)的中部固定连接电动伸缩杆的顶部,所述电动伸缩杆的底端穿过u形弹性形变架(7)上的通孔与凹槽三(4)内底面固定连接。
6.根据权利要求2所述的灯具配件精密加工夹具,其特征在于:每个楔形夹块(8)的底部外侧与凹槽二(3)的侧壁之间留有形变间隙。
技术总结
本技术公开了灯具配件精密加工夹具,涉及灯具配件加工用夹具技术领域,包括夹具座,所述夹具座的上侧中部开设有纵向的凹槽一,所述凹槽一内底面中部开设有纵向的凹槽二,所述凹槽二内底面中部开设有纵向的凹槽三,所述凹槽一内左右两侧分别纵向等距离的开设有半圆夹槽,且凹槽三内安装有主动夹持固定组件,半圆夹槽内用于放置灯座,所述灯座的底部放置到凹槽一的底部,然后通过凹槽三的主动夹持固定组件向两侧撑开对凹槽一内两侧的灯座进行夹持固定,使灯座被稳稳挤压到半圆夹槽内。该灯具配件精密加工夹具,夹持方式方便快捷,夹持牢固,可以同时夹持固定较多数量的灯座,从而不需要频繁的在夹具上更换灯座,利于提高灯座的加工效率。
技术研发人员:罗逸康
受保护的技术使用者:韶关翁源云门家具制造有限公司
技术研发日:20230628
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!