一种针筒前端与穿刺针的连接头的保护帽装配装置的制作方法
本技术涉及医用设备加工,具体涉及一种针筒前端与穿刺针的连接头的保护帽装配装置。
背景技术:
1、目前在装配医疗用针筒和保护帽时,大部分的厂家还采用手工的装配方式,这种装配方式不仅容易受到污染,产品卫生达不到要求而且生产效率较低,严重阻碍了厂家的发展。
2、现有技术例如中国实用新型cn211728239u组装设备,包括机架、传送轨道、第一组装机构、第二组装机构、用以供应母保护帽的第一供料装置及用以供应活塞胶塞组件的第二供料装置;传送轨道设于机架,传送轨道设有用以安装针筒本体的工装;第一供料装置设于机架的一侧;第一组装机构连接于机架,当安装有针筒本体的工装被传送至与第一供料装置对应时,第一组装机构将母保护帽安装于针筒本体的一端;在沿传送轨道的传送方向上,第二供料装置与第一供料装置间隔设置;第二组装机构设于机架,当安装有针筒本体的工装被传送至与第二供料装置对应时,第二组装机构用以将活塞胶塞组件通过针筒本体的另一端安装于针筒本体内。
3、但是上述组装设备还存在的问题是,针筒与保护帽的装配设备过于复杂,需要花费的成本很多,实现自动装配效果不需要特别复杂的装置也能完成。
4、基于此,本实用新型设计了一种针筒前端与穿刺针的连接头的保护帽装配装置以解决上述问题。
技术实现思路
1、针对现有技术所存在的上述缺点,本实用新型提供了一种针筒前端与穿刺针的连接头的保护帽装配装置。
2、为实现以上目的,本实用新型通过以下技术方案予以实现:
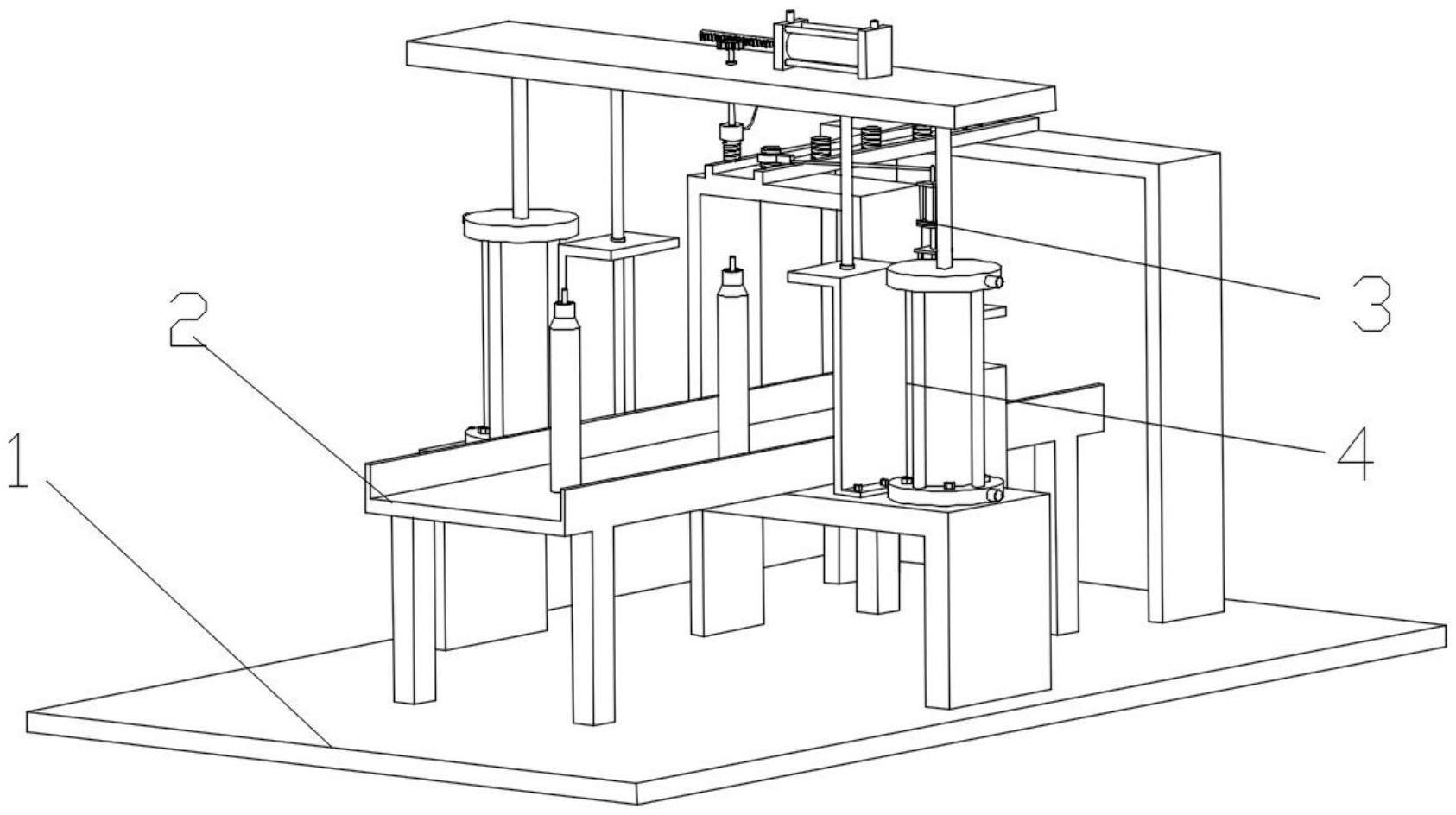
3、一种针筒前端与穿刺针的连接头的保护帽装配装置,包括底板,
4、所述底板上安装有用于产品输送的上料装置;
5、所述上料装置上安装有用于取出产品的取料装置;
6、所述底板上安装有用于产品装配的自动装配组件;
7、所述自动装配组件包括第二支撑架、下压组件、转动组件和第二电动夹具,所述第二支撑架固定安装在底板上,所述第二支撑架穿过上料装置的下部,所述下压组件安装在第二支撑架上,所述转动组件分别与下压组件和第二电动夹具固定连接,所述第二电动夹具与上料装置连接。
8、更进一步的,所述上料装置包括第一传送带、针筒、第二传送带、保护帽、第一支撑架和矩形板,所述第一传送带固定安装在底板上,所述针筒均匀设置在第一传送带上,所述第一支撑架固定安装在底板上,且第一传送带穿过第一支撑架的下部,所述矩形板固定安装在第一支撑架的前端,所述矩形板上安装有取料装置,所述第二传送带固定安装在第一支撑架的顶部,所述保护帽均匀的设置在第二传送带上。
9、更进一步的,所述第一传送带和第二传送带上均匀设置有若干组限位凸块,且限位凸块的内壁分别于针筒和保护帽外壁贴合接触。
10、更进一步的,所述针筒的内螺纹与保护帽的外螺纹螺纹连接。
11、更进一步的,所述取料装置包括电机、第一气缸、第二气缸、圆杆、第一电动夹具、转动盘和支撑盘,所述电机固定安装在第一支撑架的顶部,所述电机输出端的顶部固定连接有转动盘,所述第一气缸固定安装在转动盘的顶部,所述第一气缸的输出端固定安装有支撑盘,所述支撑盘的顶部固定安装有第二气缸,所述第二气缸的输出端固定安装有圆杆,所述圆杆的另一端固定安装有第一电动夹具。
12、更进一步的,所述电机的输出端与矩形板转动连接。
13、更进一步的,所述第一电动夹具与保护帽夹持连接。
14、更进一步的,所述下压组件包括第三气缸、压板、限位板和导向杆,位于第一传送带两侧的第二支撑架上分别固定安装有第三气缸,所述第三气缸的输出端与压板的顶部固定连接,所述限位板固定安装在第二支撑架的顶部,所述导向杆穿过限位板,且导向杆与限位板转动连接,所述导向杆的底部与第二支撑架固定连接,所述导向杆的顶部与压板滑动连接,所述压板的顶部安装有转动组件。
15、更进一步的,所述限位板的顶部高度与针筒上的保护帽下端的高度一致。
16、更进一步的,所述转动组件包括第四气缸、齿条、转轴和齿轮,所述第四气缸固定安装在压板的顶部,所述第四气缸的输出端固定连接有齿条,所述转轴与压板转动连接,所述转轴的顶部固定安装有齿轮,所述齿轮与齿条啮合连接,所述转轴的下端与第二电动夹具固定连接。
17、有益效果
18、本实用新型将保护帽送至自动装配组件的第二电动夹具内后,通过下压组件将第一电动夹具向下移动,此时第一传送带将针筒送至第二电动夹具的正下方,当第一电动夹具带着保护帽与针筒接触后,启动转动组件,转动组件带动第一电动夹具内的保护帽转动,使保护帽安装到针筒上;本实用新型通过下压组件、转动组件和第二电动夹具相互配合做到让产品自动精准装配,不再需要人工手动装配,很大程度上提高装配效率。
19、本实用新型通过取料装置的第一电动夹具将保护帽夹持住,启动第二气缸,第二气缸通过圆杆带动第一电动夹具和保护帽一起向上移动,等到保护帽脱离限位凸块后,启动电机,电机通过转动盘带动第一气缸转动,第一气缸通过支撑盘带动第二气缸转动,第二气缸通过圆杆带动第一电动夹具和保护帽一起转动至产品装配处,再启动第一气缸,第一气缸推动第二气缸向上移动,第二气缸推动第一电动夹具和保护帽一起向自动装配组件移动,完成装配后再反向操作上述流程使第一电动夹具回到起点对下一组保护帽进行夹取,本实用新型在电机、第一气缸、第二气缸、圆杆、第一电动夹具、转动盘和支撑盘相互配合下,能做到将保护帽从第二传送带上取下来的同时还能将保护帽送至产品装配处,全过程自动化,提高生产效率。
技术特征:
1.一种针筒前端与穿刺针的连接头的保护帽装配装置,包括底板(1),
2.根据权利要求1所述的针筒前端与穿刺针的连接头的保护帽装配装置,其特征在于,所述上料装置(2)包括第一传送带(21)、针筒(22)、第二传送带(23)、保护帽(24)、第一支撑架(25)和矩形板(26),所述第一传送带(21)固定安装在底板(1)上,所述针筒(22)均匀设置在第一传送带(21)上,所述第一支撑架(25)固定安装在底板(1)上,且第一传送带(21)穿过第一支撑架(25)的下部,所述矩形板(26)固定安装在第一支撑架(25)的前端,所述矩形板(26)上安装有取料装置(3),所述第二传送带(23)固定安装在第一支撑架(25)的顶部,所述保护帽(24)均匀的设置在第二传送带(23)上。
3.根据权利要求2所述的针筒前端与穿刺针的连接头的保护帽装配装置,其特征在于,所述第一传送带(21)和第二传送带(23)上均匀设置有若干组限位凸块,且限位凸块的内壁分别于针筒(22)和保护帽(24)外壁贴合接触。
4.根据权利要求3所述的针筒前端与穿刺针的连接头的保护帽装配装置,其特征在于,所述针筒(22)的内螺纹与保护帽(24)的外螺纹螺纹连接。
5.根据权利要求4所述的针筒前端与穿刺针的连接头的保护帽装配装置,其特征在于,所述取料装置(3)包括电机(31)、第一气缸(32)、第二气缸(33)、圆杆(34)、第一电动夹具(35)、转动盘(36)和支撑盘(37),所述电机(31)固定安装在第一支撑架(25)的顶部,所述电机(31)输出端的顶部固定连接有转动盘(36),所述第一气缸(32)固定安装在转动盘(36)的顶部,所述第一气缸(32)的输出端固定安装有支撑盘(37),所述支撑盘(37)的顶部固定安装有第二气缸(33),所述第二气缸(33)的输出端固定安装有圆杆(34),所述圆杆(34)的另一端固定安装有第一电动夹具(35)。
6.根据权利要求5所述的针筒前端与穿刺针的连接头的保护帽装配装置,其特征在于,所述电机(31)的输出端与矩形板(26)转动连接。
7.根据权利要求6所述的针筒前端与穿刺针的连接头的保护帽装配装置,其特征在于,所述第一电动夹具(35)与保护帽(24)夹持连接。
8.根据权利要求7所述的针筒前端与穿刺针的连接头的保护帽装配装置,其特征在于,所述下压组件(42)包括第三气缸(421)、压板(422)、限位板(423)和导向杆(424),位于第一传送带(21)两侧的第二支撑架(41)上分别固定安装有第三气缸(421),所述第三气缸(421)的输出端与压板(422)的顶部固定连接,所述限位板(423)固定安装在第二支撑架(41)的顶部,所述导向杆(424)穿过限位板(423),且导向杆(424)与限位板(423)转动连接,所述导向杆(424)的底部与第二支撑架(41)固定连接,所述导向杆(424)的顶部与压板(422)滑动连接,所述压板(422)的顶部安装有转动组件(43)。
9.根据权利要求8所述的针筒前端与穿刺针的连接头的保护帽装配装置,其特征在于,所述限位板(423)的顶部高度与针筒(22)上的保护帽(24)下端的高度一致。
10.根据权利要求9所述的针筒前端与穿刺针的连接头的保护帽装配装置,其特征在于,所述转动组件(43)包括第四气缸(431)、齿条(432)、转轴(433)和齿轮(434),所述第四气缸(431)固定安装在压板(422)的顶部,所述第四气缸(431)的输出端固定连接有齿条(432),所述转轴(433)与压板(422)转动连接,所述转轴(433)的顶部固定安装有齿轮(434),所述齿轮(434)与齿条(432)啮合连接,所述转轴(433)的下端与第二电动夹具(44)固定连接。
技术总结
本技术公开了一种针筒前端与穿刺针的连接头的保护帽装配装置,属于医用设备加工技术领域,包括底板,所述底板上安装有用于产品输送的上料装置;所述上料装置上安装有用于取出产品的取料装置;所述底板上安装有用于产品装配的自动装配组件;所述自动装配组件包括第二支撑架、下压组件、转动组件和第二电动夹具,所述下压组件安装在第二支撑架上,所述转动组件分别与下压组件和第二电动夹具固定连接,所述第二电动夹具与上料装置连接,通过下压组件、转动组件和第二电动夹具相互配合做到让产品自动精准装配,不再需要人工手动装配,很大程度上提高装配效率。
技术研发人员:徐晨元
受保护的技术使用者:迈德旺(苏州)医疗设备有限公司
技术研发日:20230629
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!