一种T型叶根叶片叶顶车削工装的制作方法
本技术涉及一种工装,具体涉及一种t型叶根叶片叶顶车削工装。
背景技术:
1、叶片在进行叶顶的加工时,需要根据叶片的t型叶根结构尺寸,制作不同规格的工装,以t型叶根的大平面定位,高度方向以齿形肩膀定位;然后根据叶顶高度和锥度,编制程序,单个叶片采用线切割的方式加工叶顶。首件加工后,上三坐标检测,检测时使用三维造型比对,合格后批量加工,批量加工高度按照专用图纸尺寸检验。
2、现有工装主要存在以下问题:需要单件装夹定位叶片进行线切割叶顶操作,装夹次数多、加工周期长;并且批量加工后叶顶尺寸、锥度一致性较难保证。
技术实现思路
1、本实用新型的目的是解决现有工装需要单件装夹定位叶片进行线切割叶顶操作,装夹次数多、加工周期长;并且批量加工后叶顶尺寸、锥度一致性较难保证的技术问题,而提供一种t型叶根叶片叶顶车削工装。
2、为实现上述目的,本实用新型所采用的技术方案为:
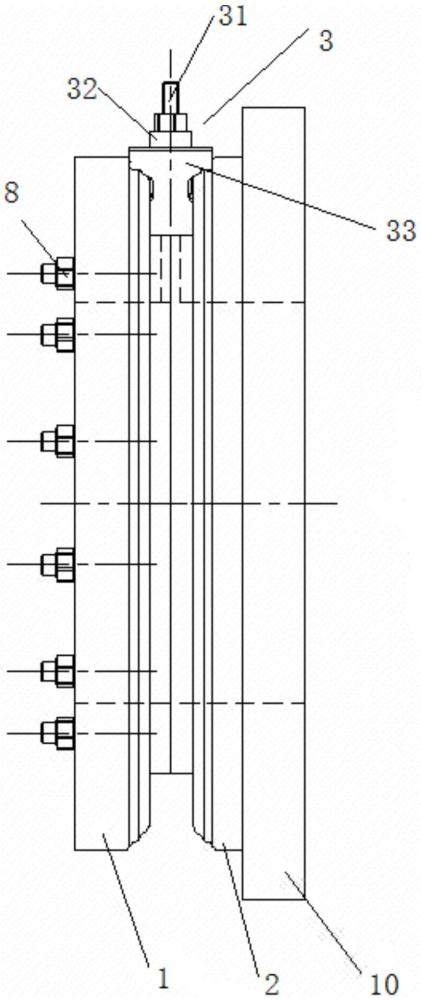
3、一种t型叶根叶片叶顶车削工装,其特殊之处在于:包括夹具体、底座和涨紧机构;
4、所述夹具体可拆卸地安装于底座的一侧端面上;所述底座上沿圆周方向设置有第一定位槽,所述夹具体上对应设置有第二定位槽;所述第一定位槽与第二定位槽在夹具体安装于底座上时组成与待装夹叶片叶根相适配的定位腔,多个待装夹叶片可沿圆周方向放置于所述定位腔内;
5、所述涨紧机构安装于底座和夹具体上,并延伸至定位腔内;所述涨紧机构用于挤压并定位相邻两个待装夹叶片的叶根,涨紧放置于定位腔内的待装夹叶片。
6、进一步地,所述涨紧机构包括涨紧件和压块;
7、所述压块通过涨紧件安装于底座和夹具体上,并延伸至定位腔内;所述压块用于挤压并定位相邻待装夹叶片的叶根;
8、所述压块上沿径向设置有与涨紧件相适配的连接孔;所述夹具体和底座相互靠近一侧分别设置有安装槽,两个安装槽组成与涨紧件相适配的安装孔;所述安装孔和连接孔同轴设置;所述涨紧件穿过连接孔与安装孔配合。
9、进一步地,所述涨紧机构包括涨紧件和压块;
10、所述压块通过涨紧件安装于底座或夹具体上,并延伸至定位腔内;所述压块用于挤压并定位相邻待装夹叶片的叶根;
11、所述压块上沿径向设置有与涨紧件相适配的连接孔;所述夹具体或底座上设置有与涨紧件相适配的安装孔;所述安装孔和连接孔同轴设置;所述涨紧件穿过连接孔与安装孔配合。
12、进一步地,所述涨紧机构还包括两个垫块;
13、两个所述垫块均与定位腔相适配,两个垫块均安装于定位腔内,并分别设置于压块沿定位腔方向的两侧;所述垫块用于通过压块挤压抵接在相邻两个待装夹叶片的叶根上,从而防止压块直接接触叶根造成叶根损伤。
14、进一步地,所述涨紧件为涨紧螺栓,所述安装孔为螺纹孔;
15、所述涨紧螺栓穿过连接孔与螺纹孔螺纹配合;
16、所述压块为楔形块。
17、进一步地,所述底座设置有第一定位槽的端面上设置有凹止口,所述夹具体设置有第二定位槽的端面上对应设置有凸止口;
18、所述凸止口和凹止口在夹具体装配至底座上时形成卡合结构。
19、进一步地,所述夹具体和底座均为环形结构,两者同轴设置。
20、进一步地,所述夹具体和底座通过多个连接螺钉连接;多个所述连接螺钉沿圆周方向布设。
21、进一步地,所述夹具体和底座上还设置有多个定位孔,所述定位孔内连接有定位销。
22、进一步地,所述底座的外周面远离夹具体一侧设置有环形凸台,用于与外部装夹机构连接。
23、与现有技术相比,本实用新型的有益效果是:
24、1、本实用新型通过设置的定位腔可一次装夹多个叶片,并通过设置定位腔与叶片的叶根形状相适配,再通过设置的涨紧机构对放置于定位腔内的叶片进行涨紧,从而实现多个叶片的同时装夹,进而可以通过车削机床一次完成多个叶片的叶顶车削作业,减少了装夹次数,从而提升了叶片的车削效率;同时,叶顶高度和锥度的一致性也较好。
25、2、本实用新型通过采用压块和涨紧螺栓的涨紧机构,安装方便,操作简单;并通过设置的垫块与定位腔结构适配,可以增大与叶片叶根的接触面积,提升涨紧效果;并且还可防止对叶根造成损伤。
26、3、本实用新型通过设置的定位孔和定位销,以及凹止口和凸止口可以实现夹具件与底座的快速安装配合。
技术特征:
1.一种t型叶根叶片叶顶车削工装,其特征在于:
2.根据权利要求1所述的一种t型叶根叶片叶顶车削工装,其特征在于:
3.根据权利要求1所述的一种t型叶根叶片叶顶车削工装,其特征在于:
4.根据权利要求2或3所述的一种t型叶根叶片叶顶车削工装,其特征在于:
5.根据权利要求4所述的一种t型叶根叶片叶顶车削工装,其特征在于:
6.根据权利要求5所述的一种t型叶根叶片叶顶车削工装,其特征在于:
7.根据权利要求6所述的一种t型叶根叶片叶顶车削工装,其特征在于:
8.根据权利要求7所述的一种t型叶根叶片叶顶车削工装,其特征在于:
9.根据权利要求8所述的一种t型叶根叶片叶顶车削工装,其特征在于:
10.根据权利要求9所述的一种t型叶根叶片叶顶车削工装,其特征在于:
技术总结
本技术涉及一种T型叶根叶片叶顶车削工装,主要解决现有工装需要单件装夹定位叶片进行线切割叶顶操作,装夹次数多、加工周期长;并且批量加工后叶顶尺寸、锥度一致性较难保证的技术问题。包括夹具体、底座和涨紧机构;夹具体可拆卸地安装于底座的一侧端面上;底座上沿圆周方向设置有第一定位槽,夹具体上对应设置有第二定位槽;第一定位槽与第二定位槽在夹具体安装于底座上时组成与待装夹叶片叶根相适配的定位腔,多个待装夹叶片可沿圆周方向放置于定位腔内;涨紧机构安装于底座和夹具体上,并延伸至定位腔内;涨紧机构用于挤压并定位相邻两个待装夹叶片的叶根,涨紧放置于定位腔内的待装夹叶片。
技术研发人员:张新庆,安凯,郑君君,王晓红,宋金柱,张凯,王征兵,李恒波
受保护的技术使用者:西安陕鼓动力股份有限公司
技术研发日:20230629
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!