用于金属管件的端头内外边同时去毛刺倒角装置的制作方法
本技术属于机加工,具体涉及一种用于金属管件的端头内外边同时去毛刺倒角装置。
背景技术:
1、金属管材在加工之后端头都会有毛刺,一般现在通过倒角进行处理,现有的方法,是将管材装夹在机床主轴上,通过常用的车刀对管件端面内外边进行去毛刺倒角,但是现有的车刀,由于结构限制,只能一次完成管件端头的外边沿或内边沿的倒角去毛刺加工,不能一次性完成金属管件端头的外边沿和内边沿同时倒角去毛刺加工。而且用普通的车刀对管件倒角去毛刺时,也不能完全彻底的去除毛刺,后面仍然需要人手工打磨,从而增加了工作时间,增加了工作人员的劳动量,降低工作效率。因此有必要提出改进。
技术实现思路
1、本实用新型解决的技术问题:提供一种用于金属管件的端头内外边同时去毛刺倒角装置,本实用新型目的在于实现对金属管件端头内外边沿同时倒角并去毛刺加工,提高金属管件加工效率,节约劳动力,提高产品质量。
2、为达到上述目的,本实用新型采用的技术方案:
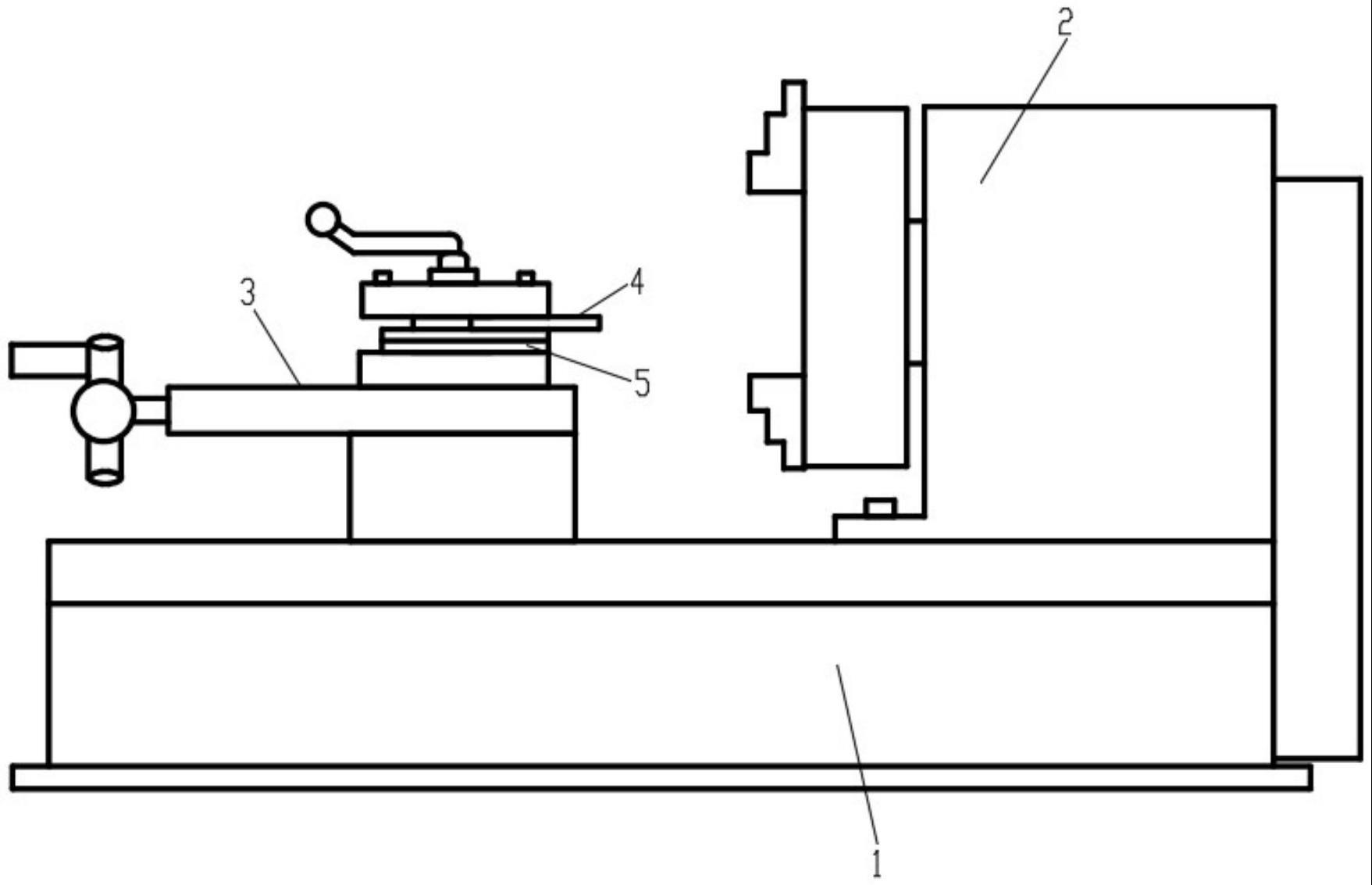
3、用于金属管件的端头内外边同时去毛刺倒角装置,包括机床机架,所述机床机架上部一端固定设有机床主轴,所述机床机架上部中间设有刀架,所述刀架上固定有用于对管件端面内外两边进行同时倒角去毛刺的管端内外一次性倒角去毛刺刀具。
4、对上述方案的进一步限定,所述管端内外一次性倒角去毛刺刀具包括刀具本体,所述刀具本体为长条板状结构,所述刀具本体一端中间设有v型刀口,所述v型刀口左右两侧面成斜面,所述v型刀口左右两侧面上边沿形成左右刃部,所述v型刀口根部通过圆角ⅰ过渡连接,所述v型刀口端口两边通过圆角ⅱ过渡连接。
5、对上述方案的进一步限定,所述v型刀口的角度a为30°~40°。
6、对上述方案的进一步限定,所述v型刀口左右两侧面的斜面角度b为45°。
7、对上述方案的进一步限定,所述管端内外一次性倒角去毛刺刀具采用普通刀具合金钢制成,所述刀具本体的长度为100~120mm、宽度为20~30mm、厚度为5~8mm。
8、对上述方案的进一步限定,所述管端内外一次性倒角去毛刺刀具在刀架固定安装时通过垫片进行调节。
9、本实用新型与现有技术相比的优点:
10、1、本方案针对金属管件端头倒角以及去毛刺的加工,设置专门的管端内外一次性倒角去毛刺刀具,该刀具装夹在车床的刀架上,将金属管件装夹在车床的主轴中,管件端头内外边沿卡在管端内外一次性倒角去毛刺刀具的v型刀口中,随着主轴的旋转以及刀具的进给,实现对金属管件端头内外边沿同时倒角并去毛刺加工,该刀具结构简单,制造加工方便,倒角及去毛刺加工效率高,节约劳动力,提高产品质量;
11、2、本方案中管端内外一次性倒角去毛刺刀具的刀口制成v型结构,使刀刃部形成v形结构,便于与管件端口适配,从而实现一次性内外边沿倒角去毛刺加工作业,并能够适应不同壁厚金属管件的适配加工;
12、3、本方案中v型刀口左右两侧面设成斜面,便于刀具上左右刃部的形成。
技术特征:
1.用于金属管件的端头内外边同时去毛刺倒角装置,包括机床机架(1),所述机床机架(1)上部一端固定设有机床主轴(2),所述机床机架(1)上部中间设有刀架(3),其特征在于:所述刀架(3)上固定有用于对管件端面内外两边进行同时倒角去毛刺的管端内外一次性倒角去毛刺刀具(4);
2.根据权利要求1所述的用于金属管件的端头内外边同时去毛刺倒角装置,其特征在于:所述v型刀口(4-2)的角度a为30°~40°。
3.根据权利要求1所述的用于金属管件的端头内外边同时去毛刺倒角装置,其特征在于:所述v型刀口(4-2)左右两侧面的斜面角度b为45°。
4.根据权利要求1所述的用于金属管件的端头内外边同时去毛刺倒角装置,其特征在于:所述管端内外一次性倒角去毛刺刀具(4)采用普通刀具合金钢制成,所述刀具本体(4-1)的长度为100~120mm、宽度为20~30mm、厚度为5~8mm。
5.根据权利要求1所述的用于金属管件的端头内外边同时去毛刺倒角装置,其特征在于:所述管端内外一次性倒角去毛刺刀具(4)在刀架(3)固定安装时通过垫片(5)进行调节。
技术总结
提供一种用于金属管件的端头内外边同时去毛刺倒角装置,属于机加工技术领域。包括机床机架,机床机架上部一端固定设有机床主轴,机床机架上部中间设有刀架,刀架上固定有用于对管件端面内外两边进行同时倒角去毛刺的管端内外一次性倒角去毛刺刀具。本技术通过设置专门的管端内外一次性倒角去毛刺刀具,该刀具装夹在刀架上,金属管件装夹在车床的主轴中,管件端头内外边沿卡在管端内外一次性倒角去毛刺刀具的V型刀口中,随着主轴的旋转以及刀具的进给,实现对金属管件端头内外边沿同时倒角并去毛刺加工,该刀具结构简单,制造加工方便,倒角及去毛刺加工效率高,节约劳动力,提高产品质量。
技术研发人员:陈洋
受保护的技术使用者:宝鸡核力材料科技有限公司
技术研发日:20230630
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!