一种防冲压件折弯回弹机构的制作方法
本技术涉及汽车五金冲压领域,尤其涉及一种防冲压件折弯回弹机构。
背景技术:
1、参考说明书附图,图中的产品为汽车五金产品,但因产品为高强度材料(spfh590),在90°折弯成型时存在材料回弹,模具折弯成型时无法有效保证角度在公差范围内。用传统折弯形式增加工艺负角会出现折弯不稳定,且已出现产品脱料不顺畅等现象。
技术实现思路
1、为解决上述问题,本技术方案提供一种防冲压件折弯回弹机构。
2、为实现上述目的,本技术方案如下:
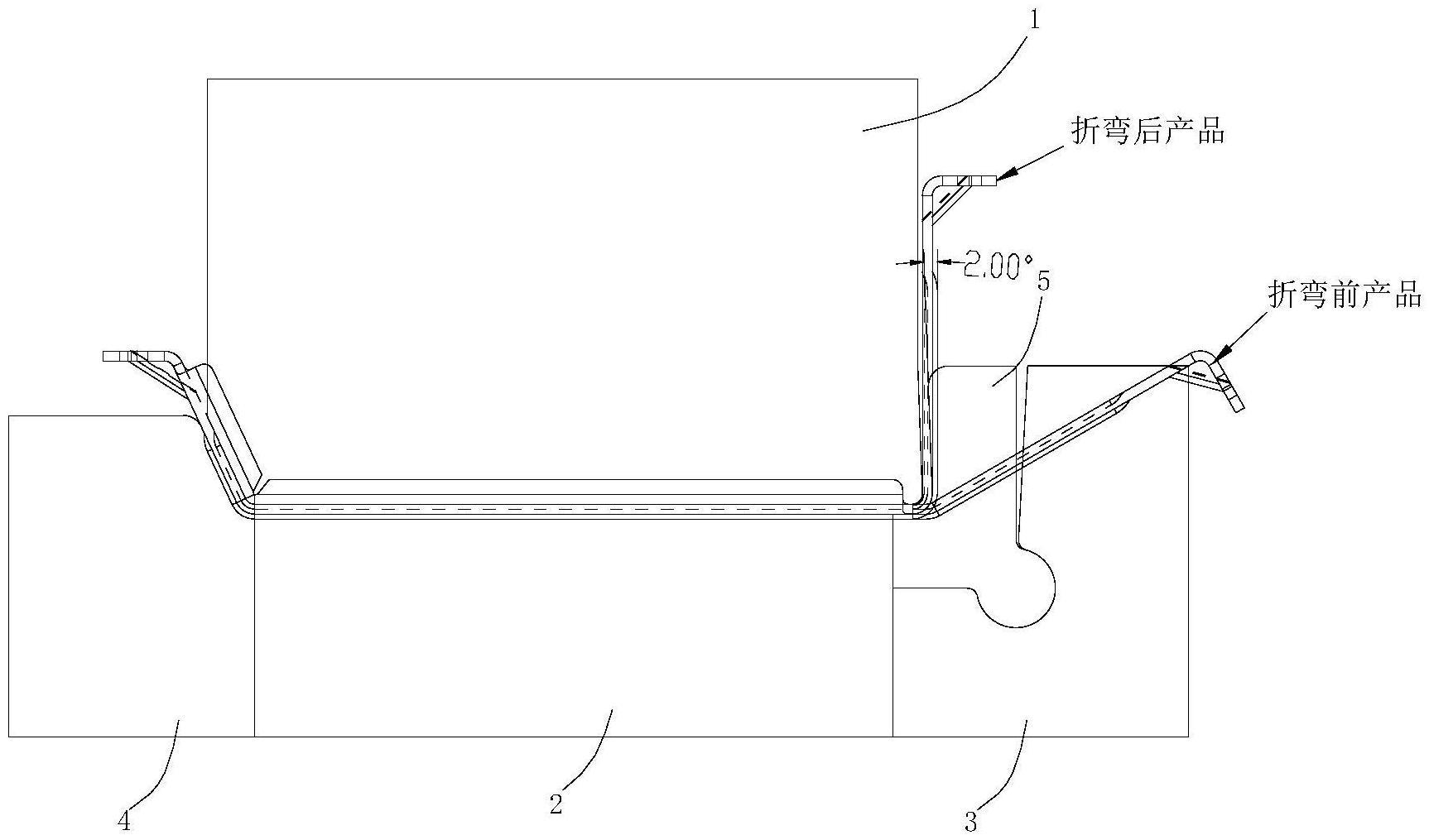
3、一种防冲压件折弯回弹机构,包括上折弯冲头,用于对产品进行冲压,还包括与所述上折弯冲头相对的下模压料板;
4、所述下模压料板一侧设有用于对产品进行一侧折弯的第一下折弯冲头,以及位于所述下模压料板另一侧用于对产品另一侧进行折弯的第二下折弯冲头,所述第一下折弯冲头靠近产品一侧设有折弯摆块,所述折弯摆块转动设置在所述第一下折弯冲头的内侧,且两者之间留有摆动空隙。
5、在一些实施例中,所述第一下折弯冲头内侧设有呈圆柱形的容置槽,所述折弯摆块设有与所述容置槽配合的摆动部。
6、在一些实施例中,所述第一下折弯冲头的内端面呈斜面设计,以使其与所述折弯摆块端面之间留有摆动空隙。
7、在一些实施例中,所述折弯摆块的摆动余量为2-5度。
8、本申请有益效果为:
9、本申请相对现有技术增加了折弯摆块,当上折弯冲头向下运动时,力作用在摆块根部使其发生向内旋转,此时摆块会使产品侧面贴和上模折弯冲头侧面,呈现出摆动空隙的负角度,该角度为通过工艺分析出的材料回弹余量,通过上述模具运动过程,得出更加稳定的产品角度,减少模具调试次数,提高生产效率及产品稳定性。
技术特征:
1.一种防冲压件折弯回弹机构,其特征在于,包括上折弯冲头(1),用于对产品进行冲压,还包括与所述上折弯冲头(1)相对的下模压料板(2);
2.根据权利要求1所述的一种防冲压件折弯回弹机构,其特征在于:所述第一下折弯冲头(3)内侧设有呈圆柱形的容置槽(6),所述折弯摆块(5)设有与所述容置槽(6)配合的摆动部(7)。
3.根据权利要求1所述的一种防冲压件折弯回弹机构,其特征在于:所述第一下折弯冲头(3)的内端面呈斜面设计,以使其与所述折弯摆块(5)端面之间留有摆动空隙。
4.根据权利要求3所述的一种防冲压件折弯回弹机构,其特征在于:所述折弯摆块(5)的摆动余量为2-5度。
技术总结
一种防冲压件折弯回弹机构,包括上折弯冲头,用于对产品进行冲压,还包括与上折弯冲头相对的下模压料板;下模压料板一侧设有用于对产品进行一侧折弯的第一下折弯冲头,以及位于下模压料板另一侧用于对产品另一侧进行折弯的第二下折弯冲头,第一下折弯冲头靠近产品一侧设有折弯摆块,折弯摆块转动设置在第一下折弯冲头的内侧,且两者之间留有摆动空隙,当上折弯冲头向下运动时,力作用在摆块根部使其发生向内旋转,此时摆块会使产品侧面贴和上模折弯冲头侧面,呈现出摆动空隙的负角度,该角度为通过工艺分析出的材料回弹余量,通过上述模具运动过程,得出更加稳定的产品角度,减少模具调试次数,提高生产效率及产品稳定性。
技术研发人员:左光辉
受保护的技术使用者:中山数码模汽车技术有限公司
技术研发日:20230629
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!