具有自动卸料功能的轴类零件切断装置的制作方法
本技术涉及轴类零件生产设备领域,具体是具有自动卸料功能的轴类零件切断装置。
背景技术:
1、目前车用轴类零件的生产在加工过程中需要经过多道工序,主要包括楔横轧-粗加工-精加工;为了提高楔横轧的产能,将两根长度较短的轴采用一根长度较长的棒料轧制而成,轧制后的轧件从中部切开即可得到两根轧件,一般采用锯切机完成该工作;而现有的锯切装置存在以下技术问题:切断后的工件需要人工卸料,增加了人力成本;或者通过机械设备推动或带动进行卸料,增加了设备成本。
技术实现思路
1、本实用新型的目的就是为了解决上述现有锯切机采用人工卸料增加了人力成本、而采用机构卸料增加了设备成本的问题,提供具有自动卸料功能的轴类零件切断装置。
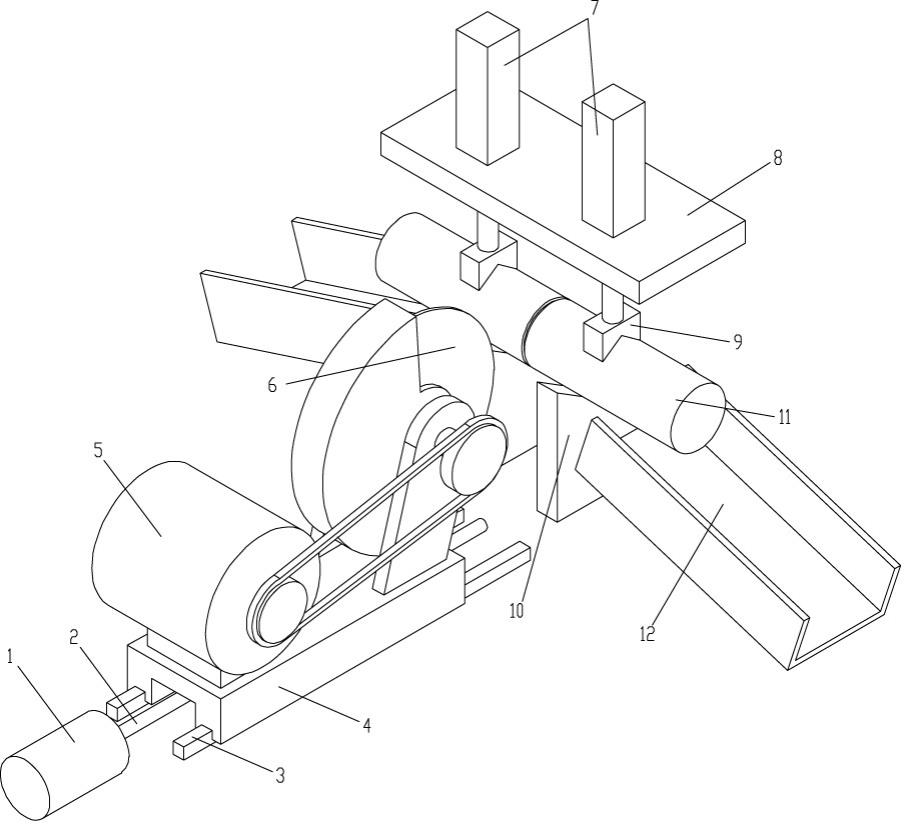
2、本实用新型的具体方案是:具有自动卸料功能的轴类零件切断装置,包括锯切机构和工件夹持机构,所述工件夹持机构包括两个支撑块,两个支撑块的顶部设有定位槽,支撑块上方设有固定支架,固定支架上装有两个气缸,气缸的活塞杆竖直向下延伸,活塞杆底端装有压块,压块用于与支撑块配合压紧工件,所述两个支撑块的外侧各设有一个倾斜布置的导料槽,两个压块之间的距离大于两个支撑块之间的距离。
3、本实用新型所述压块的底部设有v形槽。
4、本实用新型所述定位槽为v形槽或弧形槽。
5、本实用新型所述锯切机构包括轨道,轨道上装有滑座,轨道一端设有直线驱动机构,直线驱动机构与滑座连接,滑座上靠近支撑块的一端装有支座,支座上端通过轴承装有锯片,锯片的中心轴一端向外伸出且装有传动轮,滑座上远离支撑块的一端装有驱动电机,驱动电机的输出端装有驱动轮,驱动轮与传动轮通过传动带连接。
6、本实用新型所述导料槽与水平面之间的倾角为15°-30°,导料槽的底端出口下方设有接料箱。
7、本实用新型相比现有技术具有以下优点:切断后的工件,不需要人工卸料,也不需要机构推动,通过工件自身重力及导料槽导向的作用,自动卸料并收集在接料箱内,降低了设备成本,简化了设备结构,减小了设备占地面积。
技术特征:
1.具有自动卸料功能的轴类零件切断装置,包括锯切机构和工件夹持机构,其特征是:所述工件夹持机构包括两个支撑块,两个支撑块的顶部设有定位槽,支撑块上方设有固定支架,固定支架上装有两个气缸,气缸的活塞杆竖直向下延伸,活塞杆底端装有压块,压块用于与支撑块配合压紧工件,所述两个支撑块的外侧各设有一个倾斜布置的导料槽,两个压块之间的距离大于两个支撑块之间的距离。
2.根据权利要求1所述的具有自动卸料功能的轴类零件切断装置,其特征是:所述压块的底部设有v形槽。
3.根据权利要求1所述的具有自动卸料功能的轴类零件切断装置,其特征是:所述定位槽为v形槽或弧形槽。
4.根据权利要求1所述的具有自动卸料功能的轴类零件切断装置,其特征是:所述锯切机构包括轨道,轨道上装有滑座,轨道一端设有直线驱动机构,直线驱动机构与滑座连接,滑座上靠近支撑块的一端装有支座,支座上端通过轴承装有锯片,锯片的中心轴一端向外伸出且装有传动轮,滑座上远离支撑块的一端装有驱动电机,驱动电机的输出端装有驱动轮,驱动轮与传动轮通过传动带连接。
5.根据权利要求1所述的具有自动卸料功能的轴类零件切断装置,其特征是:所述导料槽与水平面之间的倾角为15°-30°,导料槽的底端出口下方设有接料箱。
技术总结
本技术是具有自动卸料功能的轴类零件切断装置,包括锯切机构和工件夹持机构,所述工件夹持机构包括两个支撑块,两个支撑块的顶部设有定位槽,支撑块上方设有固定支架,固定支架上装有两个气缸,气缸的活塞杆竖直向下延伸,活塞杆底端装有压块,压块用于与支撑块配合压紧工件,所述两个支撑块的外侧各设有一个倾斜布置的导料槽,两个压块之间的距离大于两个支撑块之间的距离;本技术自动卸料并收集在接料箱内,降低了设备成本,简化了设备结构,减小了设备占地面积。
技术研发人员:曹中亮,李年生
受保护的技术使用者:湖北新冶钢汽车零部件有限公司
技术研发日:20230705
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!