电池焊接装置及电池生产流水线设备的制作方法
本技术涉及新能源,特别涉及一种电池焊接装置及电池生产流水线设备。
背景技术:
1、锂电池生产过程中的一个重要步骤是进行顶盖的焊接,一般先由机械手将待焊接的电池从物流线中转至焊接设备的工装,再对电池进行定位、夹紧等操作,最后再放置顶盖并进行焊接。焊接完成后,工装松开电池,再由机械手将电池取走。可见,为了实现焊接,需要对电池进行多次中转,从而导致生产效率偏低。
技术实现思路
1、基于此,有必要针对上述问题,提供一种能够提升生产效率的电池焊接装置及电池生产流水线设备。
2、一种电池焊接装置,包括:
3、输送线;
4、载具,固定设置于所述输送线上,所述载具的底部开设有避位槽,待焊接的电池能够收容于所述载具内,且所述载具能够在所述输送线带动下途经焊接工位;及
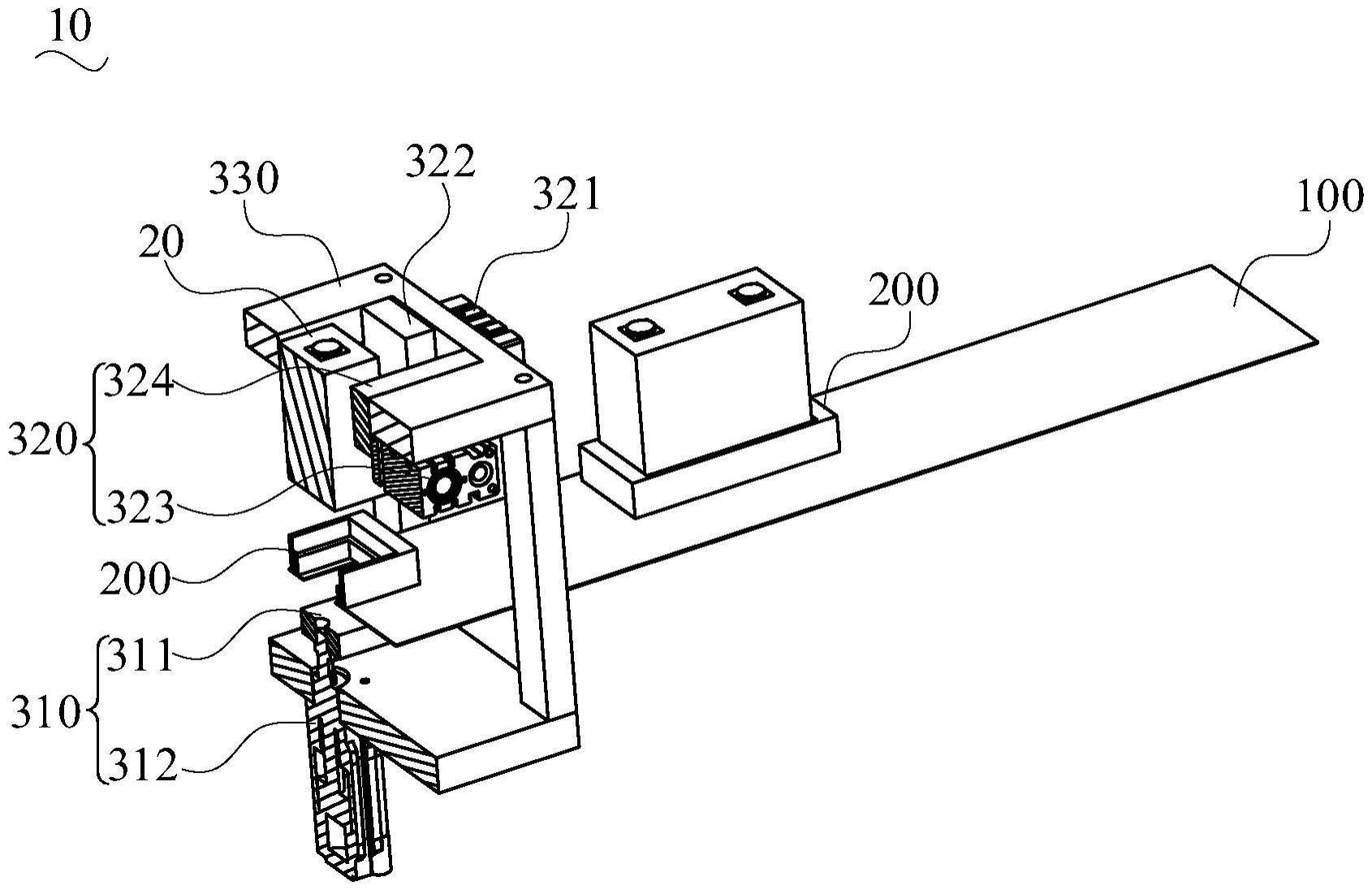
5、定位机构,设置于所述焊接工位,所述定位机构包括顶升组件及夹紧组件,所述顶升组件能够穿过所述避位槽将所述载具内的电池顶升至预设高度,所述夹紧组件能够将被顶升的电池沿垂直于高度的方向夹紧。
6、在其中一个实施例中,多个所述载具在所述输送线上间隔设置,多个所述载具能够在所述输送线带动下依次途经焊接工位。
7、在其中一个实施例中,所述输送线采用倍速链。
8、在其中一个实施例中,所述载具形成有呈矩形的收容空间,且在所述收容空间的底部设置有沿周向延伸的限位台阶,收容于所述收容空间的电池承载于所述限位台阶上。
9、在其中一个实施例中,所述定位机构包括定位支架,所述输送线穿过所述定位支架,所述顶升组件及所述夹紧组件安装于所述定位支架上。
10、在其中一个实施例中,所述定位支架的顶部形成有呈矩形的限位槽,由所述顶升组件顶升至预设高度的电池位于所述限位槽内,所述夹紧组件能够将电池抵持于所述限位槽相邻的两个侧壁。
11、在其中一个实施例中,所述顶升组件包括顶升驱动件及顶升板,所述顶升板安装于所述顶升驱动件的驱动端,所述顶升板的形状与所述避位槽的形状相匹配,所述顶升板能够在所述顶升驱动件的驱动下穿过所述避位槽并将所述载具内的电池顶升。
12、在其中一个实施例中,所述夹紧组件包括第一驱动件及第一推板,所述第一推板安装于所述第一驱动件的驱动端,且所述第一推板能够在所述第一驱动件的驱动下沿第一方向将电池抵紧,所述第一方向垂直于高度方向。
13、在其中一个实施例中,所述夹紧组件还包括第二驱动件及第二推板,所述第二推板安装于所述第二驱动件的驱动端,所述第二推板能够在所述第二驱动件的驱动下沿第二方向将电池抵紧,所述第二方向垂直于所述第一方向及高度方向。
14、一种电池生产流水线设备,包括如上述优选实施例中任一项所述的电池焊接装置,且在所述输送线的输送路径上设置有多个操作工位。
15、上述电池焊接装置及电池生产流水线设备,在其他操作工位完成相应操作的电池能够在输送线的带动下随载具进入焊接工位。顶升组件先穿过避位槽将载具内的电池顶升至预设高度,夹紧组件再将被顶升的电池沿垂直于高度的方向夹紧,从而对电池实现高度方向及侧向的定位。接着,对定位后的电池进行激光焊接即可。焊接完成后,夹紧组件先松开电池,顶升组件再回位,电池便回到载具内,从而在输送线的带动下继续向下游输送。可见,电池在焊接过程中无需进行中转,故生产效率得到显著提升。
技术特征:
1.一种电池焊接装置,其特征在于,包括:
2.根据权利要求1所述的电池焊接装置,其特征在于,多个所述载具在所述输送线上间隔设置,多个所述载具能够在所述输送线带动下依次途经焊接工位。
3.根据权利要求2所述的电池焊接装置,其特征在于,所述输送线采用倍速链。
4.根据权利要求1所述的电池焊接装置,其特征在于,所述载具形成有呈矩形的收容空间,且在所述收容空间的底部设置有沿周向延伸的限位台阶,收容于所述收容空间的电池承载于所述限位台阶上。
5.根据权利要求1所述的电池焊接装置,其特征在于,所述定位机构包括定位支架,所述输送线穿过所述定位支架,所述顶升组件及所述夹紧组件安装于所述定位支架上。
6.根据权利要求5所述的电池焊接装置,其特征在于,所述定位支架的顶部形成有呈矩形的限位槽,由所述顶升组件顶升至预设高度的电池位于所述限位槽内,所述夹紧组件能够将电池抵持于所述限位槽相邻的两个侧壁。
7.根据权利要求1所述的电池焊接装置,其特征在于,所述顶升组件包括顶升驱动件及顶升板,所述顶升板安装于所述顶升驱动件的驱动端,所述顶升板的形状与所述避位槽的形状相匹配,所述顶升板能够在所述顶升驱动件的驱动下穿过所述避位槽并将所述载具内的电池顶升。
8.根据权利要求1所述的电池焊接装置,其特征在于,所述夹紧组件包括第一驱动件及第一推板,所述第一推板安装于所述第一驱动件的驱动端,且所述第一推板能够在所述第一驱动件的驱动下沿第一方向将电池抵紧,所述第一方向垂直于高度方向。
9.根据权利要求8所述的电池焊接装置,其特征在于,所述夹紧组件还包括第二驱动件及第二推板,所述第二推板安装于所述第二驱动件的驱动端,所述第二推板能够在所述第二驱动件的驱动下沿第二方向将电池抵紧,所述第二方向垂直于所述第一方向及高度方向。
10.一种电池生产流水线设备,其特征在于,包括如上述权利要求1至9任一项所述的电池焊接装置,且在所述输送线的输送路径上设置有多个操作工位。
技术总结
本技术涉及一种电池焊接装置及电池生产流水线设备,电池焊接装置包括输送线、载具及定位机柜。在其他操作工位完成相应操作的电池能够在输送线的带动下随载具进入焊接工位。顶升组件先穿过避位槽将载具内的电池顶升至预设高度,夹紧组件再将被顶升的电池沿垂直于高度的方向夹紧,从而对电池实现高度方向及侧向的定位。接着,对定位后的电池进行激光焊接即可。焊接完成后,夹紧组件先松开电池,顶升组件再回位,电池便回到载具内,从而在输送线的带动下继续向下游输送。可见,电池在焊接过程中无需进行中转,故生产效率得到显著提升。
技术研发人员:刘方来
受保护的技术使用者:兰钧新能源科技有限公司
技术研发日:20230705
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!