一种端口冲压装置的制作方法
本技术涉及管件冲压的领域,尤其是一种端口冲压装置。
背景技术:
1、在日常加工钢管时,为了便于实现钢管后续的安装等,通常在加工钢管时对钢管的两端进行冲压打孔。
2、目前,公开号为cn216501825u,公开日为2022年05月13日的中国实用新型专利实用新型提出了一种钢管家具自动冲压打孔机,包括:底座,底座上固定有至少两个用于放置钢管的v形块;冲压组件,冲压组件包括龙门架和驱动缸,龙门架固定在底座上,且跨越于放置在v形块的钢管上,驱动缸固定在底座上,且驱动缸的活塞杆末端固定有冲头,该冲头朝下竖直上下的移动;定位组件和控制组件,控制组件包括控制键和控制系统,控制键设置在定位螺杆的端部,且控制系统接收控制键的信号后,控制驱动缸的活塞杆伸缩。
3、在使用时,首先转动所述定位螺杆,以带动所述定位螺杆的端面相对所述龙门架移动至指定位置,完成钢管的定位,然后通过控制驱动缸的活塞杆伸缩使所述冲头完成对钢管的冲压。
4、针对上述相关技术,发明人认为,传统对于管件的冲压冲孔装置对管件进行冲压时,需要工作人员去认为操作依次去对齐每根管件,这样操作流程可能导致管件的冲压过程中误差较大,从而导致冲压精度不高。
技术实现思路
1、为了提高冲压装置对管件的冲压精度,本实用新型提供一种端口冲压装置。
2、本实用新型提供一种端口冲压装置,采用如下的技术方案:
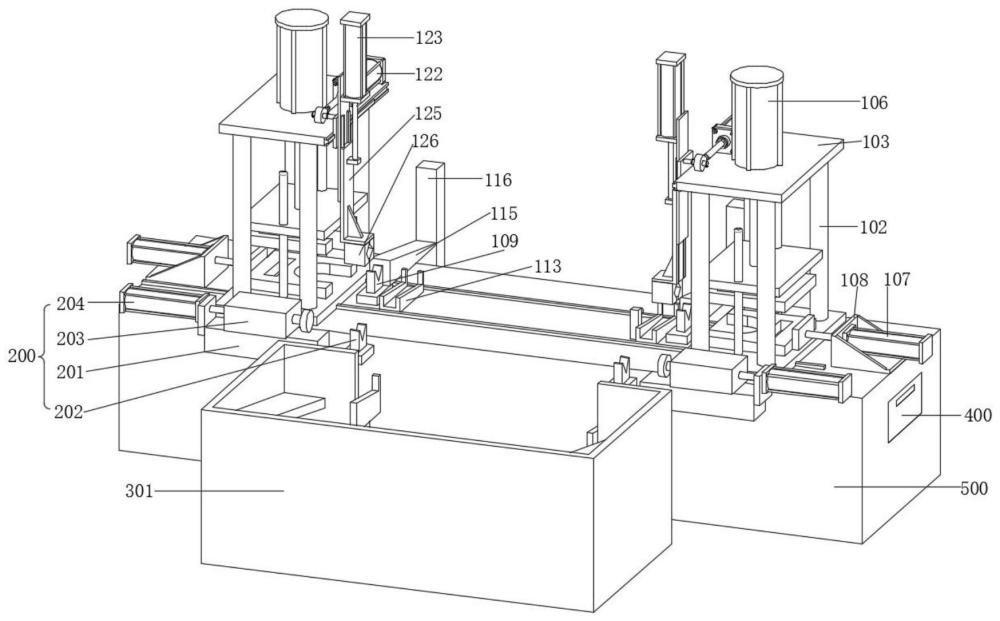
3、一种端口冲压装置,包括冲压机构、定位机构、控制面板和工作台,所述冲压机构包括移动台、冲压架、顶板、冲压底板、冲压顶板、第一气缸、第二气缸、固定架、放置架和夹持组件,所述移动台与工作台滑动配合,所述冲压架安装在移动台上,所述顶板安装冲压架上端,所述第一气缸安装在顶板上,所述冲压底板安装在移动台上端,所述冲压顶板安装在第一气缸的伸缩杆上,所述冲压底板和冲压顶板上均开设有冲压槽,所述固定架安装在工作台上,所述第二气缸安装在固定架上,所述第二气缸的伸缩杆与移动台固定连接,所述放置架与工作台滑动配合,所述放置架与工作台之间安装有弹簧,用于将管件夹持并移动的所述夹持组件安装在顶板上;
4、所述冲压机构设置有两组并在工作台上互相成对称设置,所述定位机构设置有两组并在工作台上互相成对称设置;
5、所述控制面板安装在工作台上,所述定位机构和冲压机构均接入控制面板。
6、通过采用上述技术方案,在需要对管件进行冲压时,工作人员将管件先放置在定位机构上,在夹紧的同时实现对管件的定位,然后控制面板控制夹持组件将定位机构上的管件进行夹取,然后将管件移动并放置在放置架上,然后控制面板通过对第二气缸的控制,使第二气缸伸缩,第二气缸的伸缩杆推动两端移动台向工作台的中间移动,当移动台移动到设定位置后,控制面板通过控制使第一气缸伸缩,第一气缸的伸缩杆推动冲压顶板向下移动,然后冲压顶板和冲压底板之间的距离逐渐缩短,在冲压过程中,放置架在弹簧的弹力作用下随着管件的向下移动而移动,直到将定位好的管件进行压扁冲压完成,同时冲压顶板和冲压底板配合冲压槽将管件冲压成设计的形状,以完成整个冲压过程;实现了对管件的精准定位夹紧过程,减小了冲压的误差,从而提高了对管件冲压的精度,减轻了人为定位的操作步骤,使整个冲压过程操作更加方便,同时降低了工作人员手动操作受伤的可能,提高了装置的安全性。
7、可选的,所述定位机构包括定位板、定位架、定位台和定位气缸,所述定位架和定位板均安装在工作台上,所述定位台与定位板滑动配合,所述定位气缸安装在定位板上,所述定位气缸的伸缩杆与定位台固定连接。
8、通过采用上述技术方案,在需要对管件进行冲压时,工作人员将管件先放置在定位机构上的定位架上,然后再控制面板的控制下,使工作台两端的定位气缸同时运行,定位气缸推动定位台在定位板上移动,使定位台在移动过程中将中间的管件定位夹紧在定位架上,在夹紧的同时实现对管件的定位,提高了管件的定位精度,进而减小了管件在加工冲压时的误差。
9、可选的,所述夹持组件包括夹持横板、第三气缸、第四气缸、夹持竖板、夹持滑板和夹持头,所述夹持横板与顶板滑动配合,所述第三气缸安装在顶板上,所述第三气缸的伸缩杆与夹持横板固定连接,所述夹持竖板安装在夹持横板上,所述夹持滑板与夹持竖板滑动配合,所述第四气缸安装在夹持横板上,所述第四气缸的伸缩杆与夹持滑板固定连接,所述夹持头安装在夹持滑板上,所述夹持头在远离第四气缸的一端。
10、通过采用上述技术方案,在定位机构对定位架上的管件定位完成后,控制面板控制夹持组件的第三气缸运行,第三气缸的伸缩杆伸缩,使加持横板在顶板上移动,从而使夹持头移动到管件的正上方,然后控制面板控制第四气缸伸缩,第四气缸的伸缩杆驱动夹持滑板移动。从而使夹持头向下移动,当夹持头移动到管件上时,控制面板控制夹持头进行对管件夹紧,然后在控制面板的控制下,通过夹持组件将管件移动到放置架上,然后夹持头松开夹持的管件,将定位完成的管件放置在放置架上,实现了将管件从定位机构中移动到需要进行冲压的放置架上,降低了在移动过程中对定位完成的管件产生定位误差的可能,进一步提高了冲压精度,同时减少了人工手动去放置管件的可能。
11、可选的,所述冲压机构还包括导向杆和导向板,所述导向杆安装在移动台上,所述导向板安装在第一气缸的伸缩杆上,所述冲压顶板安装在导向板上,所述导向板与导向杆滑动配合。
12、通过采用上述技术方案,在冲压顶板和冲压底板进行冲压过程中,使冲压顶板在导向板和导向杆的导向作用下移动,提高了冲压过程的移动精度,降低了冲压过程中冲压顶板与冲压底板之间产生侧偏的可能,进一步提高了冲压的稳定性。
13、可选的,所述冲压机构还包括冲压钻头,所述冲压钻头安装在冲压顶板上,所述冲压底板上开设有冲孔槽。
14、通过采用上述技术方案,在对管件进行冲压的过程中,在设计需要时,通过安装冲压钻头,实现在对管件两端进行冲压时,能够同时完成对管件两端进行打孔,既实现冲压同时又实现打孔,进而提高了装置的冲压打孔效率。
15、可选的,所述冲压机构还包括推升板、推升缸、收集斜板和收集挡板,所述推升缸安装在工作台底端,所述推升板安装在推升缸的伸缩杆上,所述推升缸的顶端成倾斜设置,所述收集斜板安装在工作台上,所述收集挡板安装在收集斜板远离推升板的一端。
16、通过采用上述技术方案,在管件冲压完成后,需要将放置架上的管件进行取走,通过控制面板对推升缸进行控制,当冲压完成后,推升缸的伸缩杆推动推升板向上移动,然后推升板将管件进行提升,实现将管件推升到推升板上,然后管件在倾斜的推升板上向下滚动,当管件滚动出放置架的放置范围时,控制面板通过控制使推升缸降低推升板的高度,在下降过程中实现将管件放置在收集斜板上,然后管件在收集斜板上顺势向下滚动,直到管件与收集挡板接触,完成将冲压完成的管件取走并收集的过程,减少了人为操作去取走管件的步骤,使管件的整个冲压过程更加方便,进而提高了装置的冲压效率。
17、可选的,所述冲压机构还包括激光传感器,所述激光传感器安装在靠近推升板的工作台上。
18、通过采用上述技术方案,在冲压过程中,激光传感器去检测放置架上是否有管件存在,当管件还在放置架上时,激光传感器将信号传递给控制面板,控制面板根据冲压步骤进行冲压和将管件推动到推升板上,当激光传感器检测到管件离开放置架时,说明管件已经冲压并已经移出放置架,控制面板进行下一个管件的冲压过程,使冲压过程更加的连贯,进一步提高了冲压效率。
19、可选的,还包括上料机构,所述上料机构包括上料箱、上料斜板、上料推板、上料气缸和上料挡杆,所述上料斜板设置有两个,所述上料斜板均对称安装在上料箱内,所述上料箱靠近工作台的一端开设有上料口,所述上料气缸设置有两个,所述上料气缸均成对称安装在上料箱靠近工作台的一端,每个所述上料气缸的伸缩杆上安装有上料推板,每个所述上料推板上安装有上料挡杆,所述上料机构接入控制面板。
20、通过采用上述技术方案,在对管件进行冲压时,工作人员将待加工的管件放置在上料箱的上料斜板上,在一个管件加工完成后,控制面板通过控制使,上料气缸推动上料推板向上移动,上料推板的一端将处于上料斜板最下端的一个管件进行推升,被推升的管件在倾斜的上料斜板上向下移动,管件移动到与上料挡板接触,此时管件正处于定位架的正上方,然后控制面板控制上料气缸将上料推板向下移动,在管件向下移动过程中,管件落入到定位架中完成上料,然后进行后续加工步骤,减少了工作人员手动去上料的过程,进一步减轻了工作人员的劳动负担,使装置整个对管件的冲压过程更加连贯流畅,提高了装置的加工效率。
- 还没有人留言评论。精彩留言会获得点赞!