一种注塑机射台后板多工位铣底夹具的制作方法
本技术涉及注塑机,具体为一种注塑机射台后板多工位铣底夹具。
背景技术:
1、目前注塑机注射部分的射台后板铣底铣削加工一般采用单工位或双工位夹具进行加工,即同一个夹具一次安装1到2个工件一次加工完成,因为涉及同时加工不同面,不同工件之间可能互相干涉走刀下刀的因素,这类夹具通常很难设置超过2个的工位,也很难推广到多型号通用。
2、根据公开号cn218925050u的专利提出的一种用于注塑机合模部件的喷漆定位工装,该用于注塑机合模部件的喷漆定位工装,可实现注塑机合模部件的精确定位,工件底部被遮挡面积小,工件的摆放方式改变,减少了相邻工件的喷涂干扰,利于采用机器人自动喷涂来取代人工喷涂,提高了喷涂效率,降低了安全风险,但是该用于注塑机合模部件的喷漆定位工装,用于加工的工位较少,而涉及多面的铣面钻孔等多个工步,工位数量过少就意味着加工效率的低下,将会持续重复的换刀,频繁偏转工作台换面,进行多余的走刀动作,单个工序的加工效率低下将会给整个工序流程带来负面影响,如果仅针对一种型号的工件进行改良,那么机床切换加工工件的种类时,将会面临沉重夹具的更换和重新校准问题,也非常浪费时间且存在安全和质量风险,故而提出一种注塑机射台后板多工位铣底夹具来解决上述问题。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种注塑机射台后板多工位铣底夹具,具备将双工位升级为四工位的优点,解决了该用于注塑机合模部件的喷漆定位工装,用于加工的工位较少,而涉及多面的铣面钻孔等多个工步,工位数量过少就意味着加工效率的低下,将会持续重复的换刀,频繁偏转工作台换面,进行多余的走刀动作,单个工序的加工效率低下将会给整个工序流程带来负面影响,如果仅针对一种型号的工件进行改良,那么机床切换加工工件的种类时,将会面临沉重夹具的更换和重新校准问题,也非常浪费时间且存在安全和质量风险的问题。
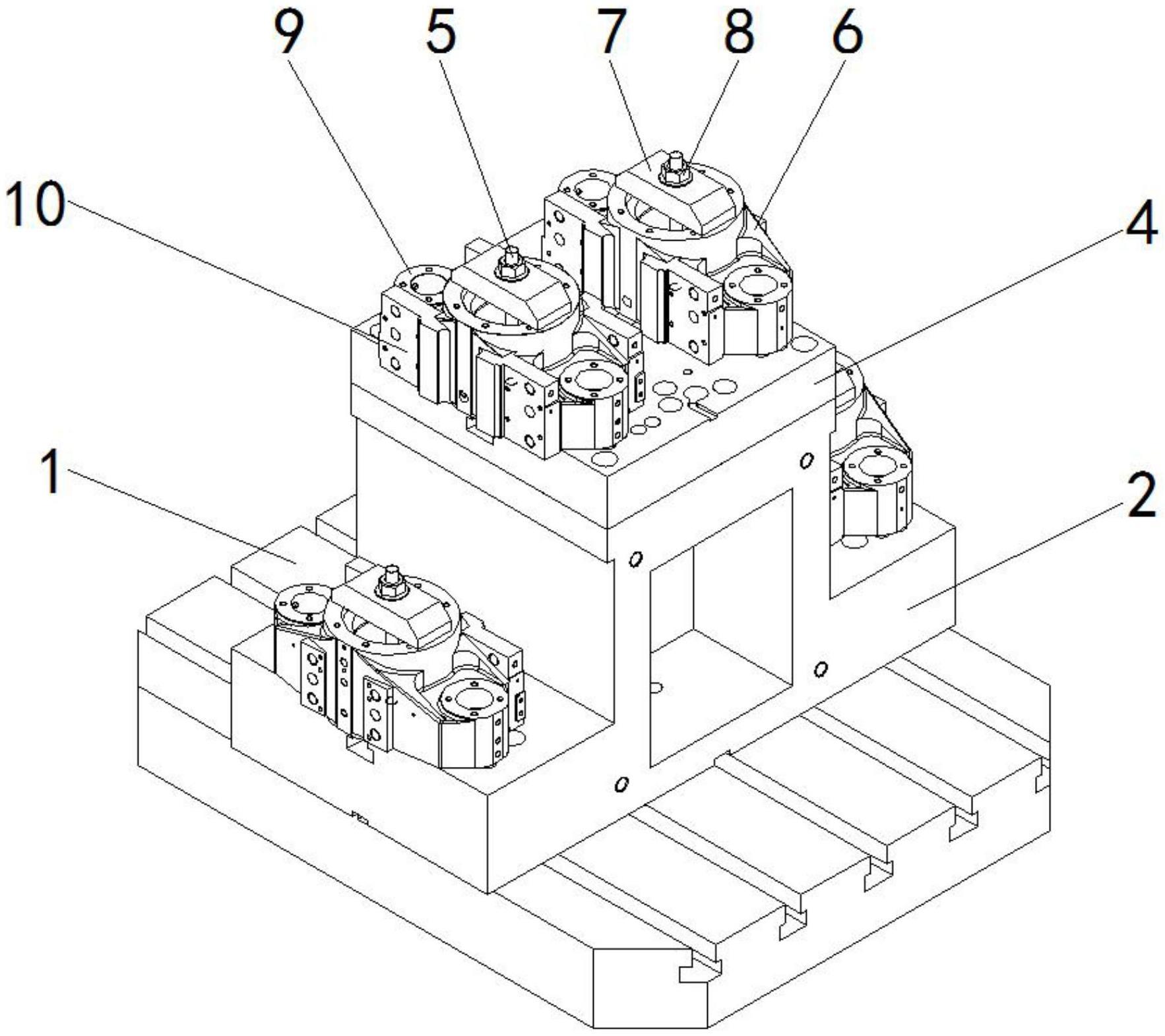
2、为实现上述目的,本实用新型提供如下技术方案:一种注塑机射台后板多工位铣底夹具,包括工作台,所述工作台的上方滑动安装有底座,所述底座的顶部固定安装有夹具,所述底座和夹具内部分别滑动安装有两个滑块螺纹杆,所述底座和夹具的顶部分别紧密贴合有两个工件,四个所述滑块螺纹杆的外表面均滑动安装有压板,四个所述滑块螺纹杆的外表面均螺纹安装有螺母。
3、进一步,所述底座的内部螺纹安装有一端贯穿并延伸至工作台内部的第一螺栓。
4、进一步,所述夹具的内部螺纹安装有一端贯穿并延伸至底座内部的第二螺栓。
5、进一步,所述底座和夹具的均开设有定位孔,所述定位孔设置有五组,每组所述定位孔均设置有四个档位。
6、进一步,所述定位孔的内表面嵌合安装有一端贯穿并延伸至其外部的定位销。
7、进一步,所述滑块螺纹杆包括有t型滑块和螺钉,所述夹具的顶部开设有滑槽,所述滑槽的内表面与t型滑块的外表面滑动连接。
8、进一步,所述t型滑块的顶部固定安装有螺钉,所述螺钉的外表面与螺母的内表面螺纹连接,所述螺母的底部设置有垫片。
9、进一步,所述工件的顶部为工件a面,所述工件的左侧为工件b面。
10、与现有技术相比,本申请的技术方案具备以下有益效果:
11、该注塑机射台后板多工位铣底夹具,通过将双工位升级为四工位,节省了重复的换刀动作和工作台偏转动作,避免重复的走刀路径,大幅度提升了加工效率,通过同一个夹具同时适用不同型号的夹具,只需要灵活调整定位销位置就可以切换加工工件的型号,节省了工装的更换和重复校准时间,降低了反复重新找正校准带来的质量风险。
技术特征:
1.一种注塑机射台后板多工位铣底夹具,包括工作台(1),其特征在于:所述工作台(1)的上方滑动安装有底座(2),所述底座(2)的顶部固定安装有夹具(4),所述底座(2)和夹具(4)内部分别滑动安装有两个滑块螺纹杆(5),所述底座(2)和夹具(4)的顶部分别紧密贴合有两个工件(6),四个所述滑块螺纹杆(5)的外表面均滑动安装有压板(7),四个所述滑块螺纹杆(5)的外表面均螺纹安装有螺母(8)。
2.根据权利要求1所述的一种注塑机射台后板多工位铣底夹具,其特征在于:所述底座(2)的内部螺纹安装有一端贯穿并延伸至工作台(1)内部的第一螺栓。
3.根据权利要求1所述的一种注塑机射台后板多工位铣底夹具,其特征在于:所述夹具(4)的内部螺纹安装有一端贯穿并延伸至底座(2)内部的第二螺栓。
4.根据权利要求1所述的一种注塑机射台后板多工位铣底夹具,其特征在于:所述底座(2)和夹具(4)的均开设有定位孔(11),所述定位孔(11)设置有五组,每组所述定位孔(11)均设置有四个档位。
5.根据权利要求4所述的一种注塑机射台后板多工位铣底夹具,其特征在于:所述定位孔(11)的内表面嵌合安装有一端贯穿并延伸至其外部的定位销(3)。
6.根据权利要求1所述的一种注塑机射台后板多工位铣底夹具,其特征在于:所述滑块螺纹杆(5)包括有t型滑块和螺钉,所述夹具(4)的顶部开设有滑槽,所述滑槽的内表面与t型滑块的外表面滑动连接。
7.根据权利要求6所述的一种注塑机射台后板多工位铣底夹具,其特征在于:所述t型滑块的顶部固定安装有螺钉,所述螺钉的外表面与螺母(8)的内表面螺纹连接,所述螺母(8)的底部设置有垫片。
8.根据权利要求1所述的一种注塑机射台后板多工位铣底夹具,其特征在于:所述工件(6)的顶部为工件a面(9),所述工件(6)的左侧为工件b面(10)。
技术总结
本技术涉及一种注塑机射台后板多工位铣底夹具,包括工作台,所述工作台的上方滑动安装有底座,所述底座的顶部固定安装有夹具,所述底座和夹具内部分别滑动安装有两个滑块螺纹杆,所述底座和夹具的顶部分别紧密贴合有两个工件,四个所述滑块螺纹杆的外表面均滑动安装有压板。该注塑机射台后板多工位铣底夹具,通过将双工位升级为四工位,节省了重复的换刀动作和工作台偏转动作,避免重复的走刀路径,大幅度提升了加工效率,通过同一个夹具同时适用不同型号的夹具,只需要灵活调整定位销位置就可以切换加工工件的型号,节省了工装的更换和重复校准时间,降低了反复重新找正校准带来的质量风险。
技术研发人员:方晓,陆金骏,张菊林,顾连辉,张继师,朱鑫智,徐浩然
受保护的技术使用者:无锡海天机械有限公司
技术研发日:20230706
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!